河北美荷药业有限公司 河北省石家庄市 051530
摘要:文章重点对伊维菌素的制备工艺进行探讨,由于传统的制备工艺存在结晶次数多、产品纯度低等不足,为开发出更加高效和质量稳定的伊维菌素,在实验制备中,以阿维菌素作为原料,二甲苯作为溶剂,通过催化加氢反应获得伊维菌素粗粉,再通过结晶纯化获得伊维菌素精粉,并对伊维菌素加氢反应与粗粉纯化工艺进行优化。实验证明,该制备工艺所制得的伊维菌素精粉纯度和收率较高,且工艺简洁高效、质量可控,适用于伊维菌素工业化生产。
关键词:伊维菌素;制备工艺;加氢反应;结晶纯化
伊维菌素是一种新型的、具有高效、低毒性等特点的抗生素类抗寄生虫药,其用途较为广泛,常用于牛羊马猪等牲畜肠胃道线虫、肺线虫、寄生节肢动物,家禽肠胃线虫、体外寄生虫,耳螨、疥螨、心丝虫,以及犬的肠道线虫等防治中,被视作是非常重要的动物健康药,具有较为的市场竞争力。这也使得其制备工艺受到了广泛关注。
目前在制药行业中,主要是通过运用阿维菌素与威尔森催化剂在加氢工艺下制备伊维菌素,这种制备工艺会有双氢阿维菌素和少量的四氢阿维菌素产生。为了去除催化加氢的副产物,就需要对伊维菌素进行提纯。在伊维菌素提纯中,主要是采用冷却降温结晶的方式进行,人工控制冷却水进行降温,这一纯化技术具有突出的局限性,主要表现为结晶次数较多,且产品纯度较低。为了能够获得高纯度的伊维菌素精粉,本文实验设计了一种新的制备工艺,实验结果证明,该制备工艺可获得高纯度的伊维菌素精粉,且工艺简洁高效、质量可靠。
1、实验设计
1.1 实验试剂和仪器
本次实验是以阿维菌素作为原料,原料采购于华北制药集团爱诺有限公司生产的纯度≥98.5%的阿维菌素;乙腈、甲醇作色谱纯;其他试剂作分析纯;实验用水为自制的纯化水。
在实验仪器方面,主要有高效液相色谱仪(日产),SPD-M20A型紫外检测器,LC-20AT泵,CTO-10AS型柱温箱;Optimax 1001型反应釜(国产);DSB-10/20型低温冷却液循环泵(国产);Loborata 4000型旋转蒸发器(德产);T-1000型电子天平(国产);DZF-6050型真空干燥箱(国产);Mastersizer2000型粒度分析仪(国产)。
1.2催化剂制备
将RhCl3·3H2O:0.005g,无水乙醇:10mL,加入三颈瓶中,待RhCl3·3H2O全部溶解后加入0.03gPPh3。整个反映在高纯N2的保护下磁力搅拌,升温至80℃回流0.5h后冷却,离心分离,无水乙醇洗涤3次得RhCl(PPh3)3,约0.017g。
1.3 伊维菌素粗粉制备与纯化
制备:称取150g阿维菌素原粉,加入反应釜后加入500mL二甲苯,在氮气搅拌下加入RhCl(PPh3)3,剂量为1.5g。将温度加热至70℃,将氢气阀打开,直到反应釜内压升至0.5MPa后进行加氢反应。加氢反应期间每1h取样检测,直到反应终点后停止反应。对所获的反应液的催化剂脱除,待反应液温度降至30℃时,进行过滤、干燥后获得伊维菌素粗粉。
纯化:首先需要制备晶种,称取10g伊维菌素精粉并加入50mL甲醇进行溶解,加热升温至65℃后转移至超声波作用下的纯化水中,通过超声波作用使其爆发成核,形成晶体。结晶后对其进行过滤、干燥,便可获得伊维菌素晶种。其次需要进行粗粉重结晶,称取100g伊维菌素粗粉并加入450mL甲醇进行加热溶解,加热至75℃,之后在溶液中加入2g晶种,养晶1h,再缓慢降温至15℃,保证结晶完全。结晶完毕后对结晶液进行过滤、干燥,获得伊维菌素精粉。
1.4 色谱条件
色谱条件具体见表1。
表1 色谱条件
色谱柱 | 4.6mm×250mm,5μm |
流动相 | 乙腈,甲醇,纯化水,体积比60:23:17 |
检测波长 | 245mm |
流速 | 1.5mL·min-1 |
进样量 | 10μL |
2、结果讨论
2.1 加氢反应条件优化
加氢反应条件优化主要在于料液比选择和催化剂用量选择这两个方面。
(1)料液比选择
分别称取4份100g阿维菌素原粉,并分别加入至反应釜中,之后分别加入不同剂量的二甲苯,分别为300mL、400mL、500mL、600mL,阿维菌素原粉与二甲苯进行催化加氢反应,由此分析测定不同料液比对伊维菌素的收率与质量的影响。测定结果见表2。从表2可得知,随着二甲苯溶剂用量的减少,加氢反应速度加快,但四氢阿维菌素含量增多。综合考虑成本与生产周期,最终确定料液比为1:3~5为宜。
表2 料液比的选择
料液比 | 伊维菌素中控指标 | 收率 | ||
g:mL | H2B1含量 | 阿维菌素残留量 | 四氢阿维菌素含量 | % |
1:3 | 90.3 | 0.52 | 4.4 | 94.5 |
1:4 | 90.6 | 0.53 | 4.2 | 94.8 |
1:5 | 91.1 | 0.69 | 3.9 | 95.4 |
1:6 | 90.6 | 0.84 | 3.9 | 94.6 |
(2)催化剂用量选择
分别称取5份100g阿维菌素原粉并分别加入至反应釜中,再加入300mL二甲苯在氮气搅拌下加入不同量的RhCl(PPh
3)3,分别是0.5g、1.0g、1.5g、2.0g、2.5g,进行催化加氢反应,用以分析测定不同催化剂量对伊维菌素收率和质量的影响,结果见表3。从表3的结果来看,表明了随着催化剂用量的增加,可提升阿维菌素的转化率,但相应其副产物四氢阿维菌素含量会增加。综合考虑成本、产品质量、转化率等因素,在加氢反应中宜选择1.0%~1.5%的催化剂用量。
表3 催化剂用量选择
催化剂用量 | 伊维菌素中控指标 | 收率 | ||
g | H2B1含量 | 阿维菌素残留量 | 四氢阿维菌素含量 | % |
0.5 | 91.4 | 1.51 | 2.3 | 93.8 |
1.0 | 91.2 | 0.84 | 3.4 | 94.1 |
1.5 | 91.2 | 0.51 | 3.9 | 94.8 |
2.0 | 90.0 | 0.38 | 4.7 | 95.0 |
2.5 | 89.7 | 0.31 | 5.5 | 95.3 |
2.2 纯化工艺优化
对于伊维菌素粗粉纯化工艺的优化,主要体现在晶种粒度选择、晶种降温控制这两个方面。
(1)晶种粒度选择
分别称取4份50g的伊维菌素粗粉,之后分别用不同平均粒度的晶种对伊维菌素粗粉重结晶,实验结果见表4。结合表4可得知,晶种平均粒度越小,结晶速度越快,但去除杂质的效果较差。在考虑结晶收率、产品质量的情况下,晶种平均粒度宜为40~60μm。
表4 晶种粒度选择
平均粒度D | H2B1含量 | 相关物质含量% | 收率 | ||||
μm | % | H2B1同系物 | AVB1a | 其他单杂 | 其他杂质总和 | 总杂 | % |
≤40 | 98.8 | 0.86 | 0.23 | 0.30 | 0.72 | 2.4 | 92.0 |
40~50 | 99.1 | 0.90 | 0.15 | 0.34 | 0.79 | 2.0 | 91.5 |
50~60 | 99.2 | 0.90 | 0.17 | 0.35 | 0.75 | 1.7 | 90.7 |
≥60 | 99.1 | 0.96 | 0.18 | 0.31 | 0.90 | 1.7 | 88.5 |
(2)晶种降温控制
过饱和度与物质结晶之间有着密切的关系,在过饱和度阅读的情况下,物质结晶速率越快,结晶选择性越低。在结晶温度控制中,应充分考虑晶体生长的速率,若降温过快,就难以保证晶体生长及时消耗其过饱和度,从而生成晶核,控温结晶失败。为有效控制伊维菌素结晶过程的降温速度,采用自动化降温控制系统进行控制,其降温控制曲线见图1。图1显示,采用梯度降温控制的方式,可保证所获得晶体均一、稳定,能有效改善晶体的外观与产品质量。
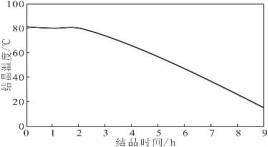
图1 梯度降温控制曲线
2.3 工艺验证
以该制备工艺对3批次的伊维菌素生产制备,结果见表5。
表5 伊维菌素精粉纯度与收率
批次 | 阿维菌素原粉 | 伊维菌素精粉 | 收率 | ||
质量kg | 含量% | 质量kg | 含量% | % | |
1 | 35 | 98.8 | 31.5 | 99.5 | 90.3 |
2 | 35 | 98.7 | 32.1 | 99.2 | 91.9 |
3 | 35 | 98.7 | 31.6 | 99.2 | 91.7 |
从表5可得知,该制备工艺制备所得的伊维菌素精粉纯度均高于99%,且收率均在90%以上。
3、结论
在伊维菌素制备中,以阿维菌素作为原料,二甲苯作为溶剂,通过催化加氢反应获得伊维菌素粗粉,再通过结晶纯化获得伊维菌素精粉,并对伊维菌素加氢反应与粗粉纯化工艺进行优化。优化后的加氢反应条件为:料液比1:3~5、催化剂用量1%~1.5%;优化后的纯化条件为:晶种平均粒度宜为40~60μm、梯度结晶降温控制。实验结果证明,该制备工艺可获得高纯度和高收率的伊维菌素精粉,且工艺简洁高效、质量可控,可用于伊维菌素工业化生产中。
参考文献:
[1]李梓泳,陈龙,岑骏铖,周红军,周新华.5%阿维菌素可湿性粉剂的制备及表征[J].农药,2021,60(10):715-719+734.
[2]王丽坤,金振华,李烨,张备,张莹,鹿凌岩,秦建玲.微乳技术在伊维菌素剂型制备中的应用及展望[J].现代畜牧科技,2021(08):13-14+22.
[3]梁妍,石紫薇,夏晨阳,陆锡宏,李雪虎,辛志君.伊维菌素长效制剂研究进展[J].西北民族大学学报(自然科学版),2020,41(02):36-40.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



