井冈山卷烟厂 江西吉安
[摘 要]: 本文以A卷烟厂生产的滤棒为例,针对滤棒压降超限质量缺陷的内涵进行了简要介绍,对滤棒压降超限产生的原因进行了分析,对如何有效预防与控制滤棒压降超限进行了总结与归纳。
关键词:滤棒、成型机、压降超限
一、滤棒压降超限的定义
滤棒是滤嘴卷烟的重要组成部分,其压降(指滤棒成型过程中出口端与进口端之间的静压差,其工序能力直接影响到滤棒圆周大小)质量特性直接影响到卷烟的内在质量。因此,压降是滤棒最关键的质量特性,也是生产工艺中较难控制的一个技术难点。
滤棒压降超限质量缺陷指的是滤棒压降测量值超出工艺技术标准范围。举例来说,在某卷烟厂的工艺技术文件《100mm-2646Pa普通醋纤滤棒成型工艺技术要求》中规定,利群(新版)的滤棒压降20支均值为2646±98Pa,若检测平均值偏离设计值>78pa,则代表滤棒压降超限,属于B类缺陷。

图1 滤棒压降超限缺陷判定标准
二、滤棒压降超限产生的原因及防控措施
 滤棒的压降是影响滤嘴过滤效率的最大因素,将影响烟支重要的质量指标焦油量。本文将结合A卷烟厂成型车间生产实际,剖析滤棒压降超限产生的原因及防控措施。A卷烟厂成型车间使用的成型机为ZL26C型纤维滤棒成型机,该成型机组主要由YL16C型纤维开松上胶机和YL26C型纤维滤棒成型机两部分组成。ZL26C以ZL26B型纤维滤棒成型机组为基础,进行了大量的结构优化和技术改进,自动化程度和设备性能有较大提升。当出现吸阻超限时,我们应从以下几个方面分析判断:
滤棒的压降是影响滤嘴过滤效率的最大因素,将影响烟支重要的质量指标焦油量。本文将结合A卷烟厂成型车间生产实际,剖析滤棒压降超限产生的原因及防控措施。A卷烟厂成型车间使用的成型机为ZL26C型纤维滤棒成型机,该成型机组主要由YL16C型纤维开松上胶机和YL26C型纤维滤棒成型机两部分组成。ZL26C以ZL26B型纤维滤棒成型机组为基础,进行了大量的结构优化和技术改进,自动化程度和设备性能有较大提升。当出现吸阻超限时,我们应从以下几个方面分析判断:
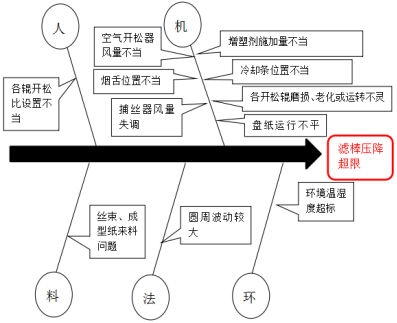
图2 滤棒压降超限原因分析鱼骨图
车间生产操作工和机电维修工共同肩负着生产合格滤棒的职责,所以面对滤棒压降超限问题时,他们都需要快速准确分析出造成滤棒压降超限的原因,并能够在较短时间内排除故障,从而保证正常生产。
(一)当出现压降超限时,操作工应从以下几个方面解决:
1、丝束、成型纸来料问题:操作工及时检查丝束、成型纸来料,或在生产过程中发现物料问题,及时向工艺员反馈,并更换物料。


图3 检查丝束、成型纸来料
2、环境温湿度超标:应立即向当班班长反映,联系动力车间对成型区域温湿度调整。
3、空气开松器风量不当:检查三级开松器是否有堵塞,及时清理;并检查三级开松器风量大小是否适当,一级开松、二级开松的压缩空气一般为150mbar,三级开松为50mbar。


图4 检查空气开松器风量
4、
 增塑剂施加量不当:检查甘油雾化情况、喷嘴堵塞情况,若异常及时清理;通过面板检查甘油施加量是否在要求范围内(45±5mg/支),若超标应及时调整。
增塑剂施加量不当:检查甘油雾化情况、喷嘴堵塞情况,若异常及时清理;通过面板检查甘油施加量是否在要求范围内(45±5mg/支),若超标应及时调整。
图5 检查甘油雾化情况、喷嘴堵塞情况
5、圆周波动较大时:检查布带是否完好,若异常及时更换;并通过面板操作控制圆周大小,确保圆周符合工艺技术标准。
6、捕丝器风量失调:检查相关气管有无松脱,并调节捕丝器风量在0.2-0.3MPa之间,输送喷气量设置在18-23%。
7、各辊开松比设置不当:根据吸阻波动情况适当调整输出填充比V1/VKDF(1.00-1.30)。
(二)当出现压降超限时,维修工应从以下几个方面解决:
1、各开松辊磨损或运转不灵活:检查橡胶辊和开松辊表面是否有毛刺现象和轴承运转是否有异响,若异常及时更换配件;调整输入辊对和伸展辊对的间隙为6mm,预拉辊对在压紧时无间隙。
2、冷却条位置不当:调整冷却条在烟枪的中心位置,冷却条地面与布带的距离为滤棒直径-0.5mm。
3、盘纸运行不平稳:调整盘纸刹车装置,确保盘纸在搭接过程中运行平稳。
4、烟舌位置不当:及时调整烟舌位置,确保间隙为4倍成型纸的宽度;如发现磨损,及时更换烟舌配件。
(三)总结滤棒压降超限的预防与控制措施
1、预防措施:
滤棒压降超限预防措施见表1.
表1 滤棒压降超限预防措施
操作工 | 原材料检查:生产前检查原料的品牌、规格、状况及保质期。 |
生产中突然出现吸阻超限,主要是在开机前需检查①各辊开松比设置是否合适②各风机是否工作③甘油施加量是否设置恰当 | |
操作保养:班前保养做好清洁烟枪、各开松器风口、甘油喷嘴。 | |
辅联设备:生产前检查空压风量大小。 | |
维修工 | 每周检查冷却条位置是否符合技术要求。 |
检查各开松辊,查看表面磨损情况和轴承运转情况,如有磨烂现象,则及时更换。 | |
检查盘纸搭接装置情况,如搭接不平稳,及时调整。 |
2、控制措施
机器运转中多观察,在线检测仪和质检室数据多比对和观察,出现吸阻超限情况及时调整,若不能自行排除立即通知修理工、电工处理。产生的滤棒立即隔离处置。
参考文献:
【1】烟草检验工(物理三至四级)专业知识编写组.烟草检验工(物理三至四级)专业知识[M].河南科学技术出版社.2016
【2】烟草检验工(物理)基础知识编写组.烟草检验工(物理)基础知识[M].河南科学技术出版社.2016

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



