中国航发成都发动机有限公司 成都新都 610503
摘要:
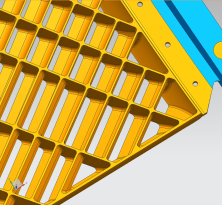
叶栅是航空发动机反推装置的重要组成部份,包括:多个栅格,该多个栅格是绕改航空发动机的圆周沿轴向彼此间隔地排列开,每个栅格包括入口片段和出口片段,该多个栅格中的至少一部份栅格上设有通腔,通腔入口位于出口片段的叶盆上而通腔出口位于出口片段的末端,其结构复杂、工艺众多、刚性较差、加工难度大等特点,通过研究旨在形成一套自己的叶栅加工工艺体系。
关键词:薄壁件 异型面 深腔 高效
1.课题攻关原理和技术
为了满足叶栅的交付需求,保证叶栅的加工,如何解决零件在加工过程中的深腔异型面加工质量问题和周期问题是本课题的研究重点和攻关关键。
 总体思路:
总体思路:
1.1叶栅的结构及特点
叶栅是航空发动机发推装置的一部份,其结构复杂、工艺方案复杂、刚性较差、加工难度大等特点。左图为凹面,右图为凸面;
此处为深腔异型面区域,由于零件经整体板料加工成型,深腔,异型,去除量较大,尺寸和外观从正面和翻面加工到位,不允许错位,因而造成深腔异型面加工的技术难题。

难点:
1.2叶栅加工的攻关思路
叶栅的主要难点有零件刚性差、深腔、加工位置特殊、异型面等。为攻克以上难题,本公司决定借助国外刀具商的先进技术,设计专用的先进加工刀具,并根据刀具特性对加工工艺和加工参数进行改进,以达到高效高质量的加工状态,并形成一套叶栅的异型深腔加工技术体系,进而推广到公司军品科研项目中。
1.2.1 深腔攻关思路
对叶栅深腔的加工主要需要攻克的难题是如何缩短加工周期和解决零件因刚性问题导致的变形超差。
(1)周期:周期长主要是因为加工工艺和多特征问题,通过研究决定联合SECO刀具公司设计一把专用去除深腔的锥度铣刀,由上至下插铣削,改进传统的螺旋层铣工艺,并在锥度铣刀中添加岛礁特征,以达到工步集中缩短周期的目的,工艺路线对比如图四。
 1.3刀具的设计原理
1.3刀具的设计原理
通过对零件的分析,加工工艺的主要重点和难点在于,深腔异型面特征多、结构复杂、刚性差、要求精度高的特点。为满足加工需求,我们需要对刀具的选取、刀柄的设计做更深入的研究。
2.1刀具设计特色及创新
为了保证零件质量的稳定性,提高产品加工的自动化程度,以及减少刀具的磨损,我们在设计整体刀具时,增加了许多特色及创新点,为形成一套叶栅加工工艺体系提供了有力保障,也为日后为军品科研项目打下了基础。
3技术重大突破及创新点
从叶栅加工的的难点可以看出,主要难点就是集中工步、提高自动化、缩短加工周期、保证尺寸精度和表面粗糙度。通过分析造成问题的主要原因是落后的传统加工工艺无法满足现在对零件的生产交付需求,因而联合国外刀具商的先进技术淘汰现有的落后生产工艺,是攻克难题的主要突破方向。
3.1高效加工技术
通过采用先进的整体刀具和对传统工艺的改进,大大的缩减了加工周期,实现了高效加工技术的重大突破。
3.2铣加工异形深内腔型面
改进前:a.工艺路线:先螺旋层铣,再精铣。
b.加工参数:螺旋铣S6000 F3500 螺旋铣深度每层0.15-0.2
精铣S6000 F2000
![]()
公式一:
精铣(XY步距0.2)时间为4500min
总时间为6500min 现场实际加工时间为8450min
4.本项目对推动科技进步的作用意义
航空发动机被誉为现代工业“皇冠上的明珠”,是飞机的心脏,它集制造业的设计、工艺、材料、加工、质量等领域的高、精、尖技术为一体,一定程度上其研制集中了现代工业最尖端的技术、最先进的工业成果。因此,航空发动机发展水平也是一个国家综合实力、工业基础和科技水平的集中体现。
本项目旨在构建自己的一套成体系的深腔加工加工工艺,本项目研究成果显著,可将深腔加工时间缩短至85%,提高深腔的尺寸精度、位置精度和从表面光度,对公司外贸交付任务的完成及后续的经济效益产生极大影响,对军队装备和国防建设具有非常重要的意义,且具有重要的应用价值。同时还提升了公司承担航空发动机型号研制和转包业务生产的综合技术能力,给航空发动机的快速发展提供了广阔的市场前景,同时还提高了整个行业的技术水平和自动化水平。
1

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



