广东鸿特精密技术肇庆有限公司 广东肇庆 526000
摘要:应用![]() 仿真软件,以某轿车发动机铝合金前罩为实例,进行了浇铸与溢流系统的模拟计算。对仿真的结果进行了分析,并给出了压铸工艺的最佳设计;模拟了最佳浇注与固化工艺,对温度场、气压、凝固等参数的变化进行了仿真,验证该方法是否具有较好的合理性。同时,由于铸件局部温度过高,冷却时间过长,可以使用一些方法来加速局部冷却,例如,高压点冷,从而改善铸件质量。最后,对浇注系统及其它工艺设计进行了论证。
仿真软件,以某轿车发动机铝合金前罩为实例,进行了浇铸与溢流系统的模拟计算。对仿真的结果进行了分析,并给出了压铸工艺的最佳设计;模拟了最佳浇注与固化工艺,对温度场、气压、凝固等参数的变化进行了仿真,验证该方法是否具有较好的合理性。同时,由于铸件局部温度过高,冷却时间过长,可以使用一些方法来加速局部冷却,例如,高压点冷,从而改善铸件质量。最后,对浇注系统及其它工艺设计进行了论证。
关键词:铝合金;汽车;前盖;发动机;压铸工艺
在我国汽车工业迅速发展的今天,对轻质合金的需求日益增加。铝合金,因其具有较低的致密、较低的热膨胀率和较好的摩擦力,广泛用于汽车发动机盖、变速箱壳体等铸件。我国汽车铝合金铸件主要采用![]() ,Si含量为
,Si含量为![]() ,属亚共晶型或共晶型,机械性能良好。采用
,属亚共晶型或共晶型,机械性能良好。采用![]() 软件,对某汽车发动机铝合金前盖的充型、凝固过程进行了研究。并对其进行了仿真计算,并给出了相应的优化设计,为同类产品的制造提供了借鉴。
软件,对某汽车发动机铝合金前盖的充型、凝固过程进行了研究。并对其进行了仿真计算,并给出了相应的优化设计,为同类产品的制造提供了借鉴。
一、铝液的处理
为了改善铸件的机械性能,降低铸件的各类缺陷,对铝合金的熔融处理是十分重要的一环。
1.铝合金熔体的提纯和纯化
由于对铝溶液的品质提出了更高的要求,所以,从精制原理上将其分成两大类:吸附提纯与不吸附提纯。浮游法是最常用的精制方法,80年代后期,![]() 公司根据气泡浮游的原理,开发出一种
公司根据气泡浮游的原理,开发出一种![]() ,将惰性气体从铝液的底部吸入,使之分散为均匀的微小气泡,从而大大增加了与铝液的接触面积和时间。同时,由于气泡表面吸附的杂质也会随之上升,从而实现脱氢除渣。
,将惰性气体从铝液的底部吸入,使之分散为均匀的微小气泡,从而大大增加了与铝液的接触面积和时间。同时,由于气泡表面吸附的杂质也会随之上升,从而实现脱氢除渣。
目前,该工艺主要是利用氮气进行脱气,在![]() 的条件下,吹管的转速在
的条件下,吹管的转速在![]() ,在
,在![]() 内进行。
内进行。
2.铝合金熔体的变质和细化处理
改进![]() 合金的铸态结构最好的办法是变质
合金的铸态结构最好的办法是变质![]() 合金,常规的变质剂主要为钠变质和锶变质,
合金,常规的变质剂主要为钠变质和锶变质,![]() 变质更适于大规模、连续的生产。普遍认为,
变质更适于大规模、连续的生产。普遍认为,![]() 的质量分数应该在
的质量分数应该在![]() 之间,
之间,![]() ;铝锭中最好不要有Sr,由于铝锭中含
;铝锭中最好不要有Sr,由于铝锭中含![]() ,在中转铝时易被卷入氧化夹杂物;加Sr的添加时间为
,在中转铝时易被卷入氧化夹杂物;加Sr的添加时间为![]() ,
,![]() 后发生变质。加入Sr可以消除宏观收缩,从而形成显微缩孔。
后发生变质。加入Sr可以消除宏观收缩,从而形成显微缩孔。
3.铝液的过滤
国外很多铸件企业对铝液的过滤都很重视,通常铝液经过除渣后会在中间包的出口处加一层滤网。
目前国外主要采用的是过滤板,它不但可以滤掉铝液中的各种杂质,同时也可以降低湍流,因而在各个铸造企业中得到了广泛的应用。
部分是从熔化区到保温区,从保温区到取料区,每个隔离区都设有一个滤板,滤板的直径通常为8~16米,滤板材料通常是碳化硅。
GM公司的铸造车间还采用了二次过滤技术,在吹风后,先用一层过滤板,然后将过滤盒置于浇注区的绝热炉中,过滤板的使用寿命通常为3个月。过滤板,过滤盒材料也是碳化硅,由![]() 公司生产。
公司生产。
另外,可以用![]() 法等多种方法来测定铝溶液中的氧化夹渣。在铝液融化后进行过滤,在过滤之前和之后进行称量,以测定杂质的含量。
法等多种方法来测定铝溶液中的氧化夹渣。在铝液融化后进行过滤,在过滤之前和之后进行称量,以测定杂质的含量。
4.铝合金熔体密度的控制
铝溶液中气体含量测定的两种方法:(1)采用先进的![]() 测氢计;%减压试验。
测氢计;%减压试验。![]() 可以在炉前对铝溶液进行快速定量检测;RPT与密度方法相似,但其缺陷在于,不能准确地判断出气体的数量。
可以在炉前对铝溶液进行快速定量检测;RPT与密度方法相似,但其缺陷在于,不能准确地判断出气体的数量。
美国的FSI测试方法为:每2小时测量一次铝溶液的浓度,其密度为![]() ,通常为
,通常为![]() 。
。
巴西GM的铝液含气量控制仅在浇铸机旁设有直读式氢检计,用真空法将压力由![]() ,样品坩埚的设定温度为
,样品坩埚的设定温度为![]() 。铝溶液的含气量一般不超过
。铝溶液的含气量一般不超过![]() ,在吹氩气之前,气体含量一般在
,在吹氩气之前,气体含量一般在![]() 之间,吹氩气后可以达到
之间,吹氩气后可以达到![]() 。
。
二、压铸件模型和材料
1.压铸件模型
引擎的前罩的外形尺寸大约是![]() ,铸造重量大约
,铸造重量大约![]() ,车身的平均壁厚度是
,车身的平均壁厚度是![]() ,
,![]() (线框上的标记是厚度比较大的区域)。铸件的结构比较复杂,在铸件内部存在大量的螺栓孔和加强筋,并且在铸件的壁厚上存在着很大的差异,从而使铸件的致密不均,从而引起铸件的变形、缩孔和缩松。
(线框上的标记是厚度比较大的区域)。铸件的结构比较复杂,在铸件内部存在大量的螺栓孔和加强筋,并且在铸件的壁厚上存在着很大的差异,从而使铸件的致密不均,从而引起铸件的变形、缩孔和缩松。

图1 前盖铸件三维模型
2.铸件材料
引擎前盖必须具备优良的机械性能和高致密密度,不允许出现任何内部缺陷,如裂纹、缩松等。根据上述需求,选择了流动性好、易于成形的![]() 铝合金。表1及2是它们的化学组成及机械性质。
铝合金。表1及2是它们的化学组成及机械性质。
化学成分 % | ||||||
| ||||||
Si | Cu | Zn | Fe | Mn | Mg | AI |
8.0-11.0 | 2.0-3.5 |
|
| 0.1-0.5 | 0.1-.05 | 余量 |
表1
力学性能 | ||
抗拉强度/MPa | 伸长率/% | 硬度(HBW) |
240 | 1 | 85 |
表2
三、初始压铸工艺方案
1.初始浇注系统设计
针对前盖的构造特征,提出了两个分岔,各有6个内部浇口。铝合金液体由浇口杯流入直浇口,经两个分岔流入6道内浇口,最后流入模腔。

图2 初始方案
2.确定工艺参数
采用DIEVAR铸件模具,基于这两种物质的物理性质,结合铸造技术手册及实际操作经验,经过计算,得到了一些压铸工艺参数:铸造温度670℃,模具起始温度![]() 3.4公斤,铸造体系2公斤,溢流体系850克,总质量6.25公斤。铸造面积1196平方厘米,总投影面积1554平方厘米;选用了60MPa的压射比压,并选用了1.2
3.4公斤,铸造体系2公斤,溢流体系850克,总质量6.25公斤。铸造面积1196平方厘米,总投影面积1554平方厘米;选用了60MPa的压射比压,并选用了1.2
的安全系数。
胀型力、锁型力的计算:
![]()
![]()
其中![]() 是胀型力;
是胀型力;![]() 是锁型力;A是1554平方厘米的全部投影面积;p比压力是60MPa的压射比压力;K是安全系数,用公式(1)和(2)代换,得出
是锁型力;A是1554平方厘米的全部投影面积;p比压力是60MPa的压射比压力;K是安全系数,用公式(1)和(2)代换,得出![]() =11180kN,故推荐使用12500kN的压铸机。
=11180kN,故推荐使用12500kN的压铸机。
冲头的直径是![]() ,低压力射速是0.2米/秒,高压力射速3.5米/秒,管长780毫米,充模率达到38%;从理论和经验的综合考虑,计算出充模时间在0.07秒左右,
,低压力射速是0.2米/秒,高压力射速3.5米/秒,管长780毫米,充模率达到38%;从理论和经验的综合考虑,计算出充模时间在0.07秒左右,![]() ,
,![]() 。
。
核算充型速度,可按照:
![]()
在公式中,![]() ,
,![]() ,
,![]() ,
,![]() 。冲床的直径是100毫米,横截面面积是7850平方毫米;
。冲床的直径是100毫米,横截面面积是7850平方毫米;![]() ,
,![]() ,用公式
,用公式![]() 进行了计算,得出了
进行了计算,得出了![]() =39米/秒,充模速率是合理的。
=39米/秒,充模速率是合理的。
3.分析初拟方案模拟
采用 Magma有限元模拟程序,模拟了铸件的充型和凝固状况。结果表明:全模腔充型时间大约为0.076秒,金属液体在模腔内的初始充型速率较高,而在中间部位的充型速率要比两边快,在充型中期,金属液体会逐渐向厚壁区内渗透,这时观察到,厚度大的部位充型比较慢,容易出现停滞,而当这个部位填充完成后,由于温度高,固化时间长,易出现气孔、缩孔等问题。

图3 初拟方案充型过程模拟
四、优化设计压铸工艺
1.优化浇注系统
由于壁厚部位的充模比较慢,为了确保铸造质量,在成型过程中各个部位的充模速率都是相同的,建议在厚度较大的部位增设2道内浇口,以提高充模速率,它能保证模具的顺利,有利于排气,避免缩松。线框部分为一个用于提高进料的双通路内浇口。因为浇口处和浇铸的底部有很大的差异,为了保证这个区域的进料顺畅,在这里的浇口处增加了一个滑块,以确保铝液充分充型。

图4 优化方案结构

图5 滑块设置
2.分析优化方案模拟
为了进一步研究最佳方案的充模效果及固化状况,本文又进行了数值模拟。经观测,发现整个充模过程在0.071秒左右,与理论计算结果十分吻合。在填充时,铝液的推进比较顺畅,流速基本保持不变;型腔排气顺畅,压力稳定,无明显的滞气和卷气。在凝固时,除了厚度较大的部位,冷却速度比较缓慢,其余部位的凝固冷却比较均匀。

图6 优化方案充型及凝固情况模拟
五、局部地区冷却计划
采用高压点冷机调节冷却水到要求的温度,然后由对应的管路迅速流经模具,以达到冷却效果。工艺中,中芯快速冷却,在靠近芯部时不会发生收缩,所以采用高压点冷技术可以达到模具热平衡。从而有效地解决了局部的孔隙问题,这样,模具的使用寿命就会得到很大的改善,更换或翻新的次数也会减少,保证了铸件的质量。

图7 高压点冷处结构示意图
在数值模拟分析中,由于壁厚部位的冷却速度比较缓慢,因此可以考虑在关键部位进行高压点冷,以确保铸件的质量。根据铸件结构的分析,提出了在线架3个型芯内部进行高压点冷的方案;另外,为了改善内孔的内部品质,还对新增的2个滑块进行了加压点冷。
六、模具研制与试制
按照最佳工艺设计,研制出了一套压铸模,并进行了试验制作。在![]() 水平压铸机上进行了试制,
水平压铸机上进行了试制,![]() 。在试验中,在压射的过程中,在压力较低的时候,铝液体从浇口流入横向浇口,从内浇口平滑地流入模腔,随后快速进入高速压射,待注模完成后,对关键部位进行压力点冷,保证铸件各个部位的凝固时间基本保持一致。其表面光洁,轮廓清晰,内孔质量良好,不存在明显的缺陷。并对其进行了气密性和机械性能的检验。通过对该产品的检测,该产品的合格率为96%,试验结果符合产品的性能指标。
。在试验中,在压射的过程中,在压力较低的时候,铝液体从浇口流入横向浇口,从内浇口平滑地流入模腔,随后快速进入高速压射,待注模完成后,对关键部位进行压力点冷,保证铸件各个部位的凝固时间基本保持一致。其表面光洁,轮廓清晰,内孔质量良好,不存在明显的缺陷。并对其进行了气密性和机械性能的检验。通过对该产品的检测,该产品的合格率为96%,试验结果符合产品的性能指标。
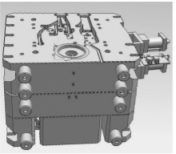
图8 模具结构示意图

图9 前盖铸件
结论:1.采用Magma仿真程序,对某汽车发动机铝合金前罩进行了浇注,并对其进行了充型和凝固。结果表明,在壁厚区,填充速率相对缓慢,且易于发生堵塞。在高温下,固化时间长,容易产生气孔和缩孔。在厚壁区增加两个内浇口,使充型速度加快,使充型更加顺畅,有利于排气,防止缩孔和气孔的产生。
2.在确定了与前盖压铸相关的铸造工艺参数后,所述压射比压力为60MPa、![]() 、
、![]() 、0.2米/秒低速、3.5米/秒的高速、
、0.2米/秒低速、3.5米/秒的高速、![]() 的料筒长度和38%的充模率。对最佳填充和固化工艺进行了仿真,并对温度场、气压和凝固进行了分析,最后,给出了最优解的方法。
的料筒长度和38%的充模率。对最佳填充和固化工艺进行了仿真,并对温度场、气压和凝固进行了分析,最后,给出了最优解的方法。
3.前罩压铸件局部温度过高,冷却时间过长,建议采用高压点冷等方法来加速冷却,以改善铸件质量。
参考文献
[1]柯春松,庄舰,刘红娟,等.基于局部增压技术的高挡位自动挡变速箱壳体压铸工艺优化[J].铸造.2014,(3):214-215.
[2]宋丽华,曾世伟,王学民.基于MAGMA的发动机缸体模具压铸工艺分析[J].模具工业.2019,(7):18-20.
[3]Alan A.Luo,Anil K.Sachdev,Bob R.Powell.Advanced casting technologies for lightweight automotive applications[J].中国铸造.2010,(4):45-47.
[4]马鸣图,柏建仁.汽车轻量化材料及相关技术的研究进展[J].新材料产业.2016,(6).37-42.
[7]刘瑞玲, 范金辉编
. 铸造实用数据速查手册 [M].机械工业出版社,2014.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



