(红云红河集团昆明卷烟厂 昆明市红锦路364号 650000)
[摘要]大于6mm的碎烟,称为1#碎烟。生产一部二车间高多利打叶复烤生产线,按照红云红河集团下达的技术标准《红云红河集团昆明卷烟厂生产一部烟叶整理及打叶复烤生产技术标准》碎烟处理要求,需将大于6mm的碎烟回掺至打叶去梗出口处的叶片物料中。(一般复烤厂家按照《烟叶打叶复烤工艺规范(YC/T 146—2010)》要求,碎烟单独烘烤后,将筛后尺寸大于2.36×2.36mm的碎烟均匀掺入烤后叶片中。)本文改善了1#碎烟的回掺方式,旨在减少碎烟回掺后叶片大中片率的波动。
[关键词]碎烟回掺,叶片结构,均匀性
车间现行1#碎烟回掺方式为:从副产品工序碎烟处理线用麻袋接出后,从复烤工序叶片复烤前进行人工回掺。经过调查,选取烟叶等级为昆明1 K326 WDC3F FCP,选取流量较为均衡时刻(8t±50kg),取样位置选于取样点之后,在添加1#号碎烟前后分别做叶片结构检测,得出结果如下表所示:
表1 回掺前后叶片结构对比结果
检测编号 | 回掺前(%) | 回掺后(%) | 波动值(%) | 检测编号 | 回掺前(%) | 回掺后(%) | 波动值(%) | |
1 | 88.52 | 87.73 | 0.79 | 8 | 88.24 | 87.45 | 0.79 | |
2 | 88.89 | 88.22 | 0.67 | 9 | 88.82 | 88.19 | 0.63 | |
3 | 88.61 | 87.79 | 0.82 | 10 | 87.94 | 87.38 | 0.56 | |
4 | 88.35 | 87.64 | 0.71 | 11 | 88.63 | 87.86 | 0.77 | |
5 | 88.66 | 88.04 | 0.62 | 12 | 89.17 | 88.49 | 0.68 | |
6 | 89.13 | 88.55 | 0.58 | 13 | 88.53 | 87.72 | 0.81 | |
7 | 88.37 | 87.62 | 0.75 | 14 | 88.36 | 87.75 | 0.61 |
从上表可以发现因为1#碎烟的添加,叶片大中片率产生了一定的波动,波动范围在0.56%—0.84%之间。
同时,我们对复烤后的片烟进行分析,发现人工回掺碎烟造成的不均匀性,偶尔也能从预压打包处看出,如下图所示:

图1 碎烟回掺不均匀示意图
虽然我们生产中采用了蒸汽润叶等特色工艺,但由于人工回填碎烟始终存在均匀性方面的可靠性保证,人工回掺均匀性较差,影响叶片结构,才难以避免出现上图的情况。并且干燥后的碎烟水分为11%—13%,已达到叶片复烤后的装箱要求,但复烤前回掺会导致此部分叶片被重复烘烤,水分过低。
1.1#碎烟回掺时存在的问题
经过调查发现,当前碎烟回掺是从副产品工序碎烟处理线用麻袋接出后,从复烤工序叶片复烤前进行人工回掺,如下图所示。1#碎烟存在被重复烘烤的的现象,水分过低,影响烤后的叶片结构。同时,由于回掺的过程主要是人为因素,经调查发现,操作人员回掺时,回掺的流量难以控制;回掺两袋碎烟之间出现空缺现象。采用人工回掺碎烟,大中片率的波动大,可达0.84%,均匀性具有提升的空间,且每条线至少需要2人相互配合才能够完成工作,且费时费力,效率低下,可以考虑增加回掺设备。

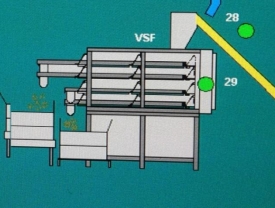
图2 人工回掺接碎烟的位置
2.调查回掺位置周围空间
经过调查后确定回掺落料位置为进往复带之前的爬坡带M41输送机的中间位置,如下图所示,以保证回掺1#碎烟与复烤出机物料同步,且该位置周围有足够空间可用于加装风机平台。

![]()

图3 回掺位置的确定位置
3.改造设计与分析
副产品工序烟梗筛分系统中,原意大利厂家设计安装有梗带叶碎烟回收风送系统(如下图所示,M19至TS4风选风送部分为梗带叶碎烟回收风送装置),实际生产中因该位置无物料,为多余设备;此系统含落料器、风管等,传送风为利用除尘风,无单独传送风机。可将此风送系统进行改造,利用于1#碎烟风送回掺系统。加装单独风机。因实际生产中,除尘房风量已饱和,需加装单独风机,以保证1#碎烟回掺传送风量。
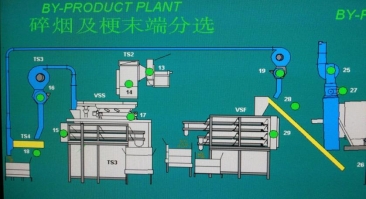
图4 梗带叶碎烟回收风送系统
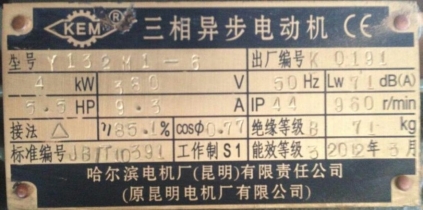
图5 自带电机参数
4.绘制图纸
利用原有的设备,以及新设计的部件,绘制出如下CAD工程图:

图6 安装图纸绘制
5.安装
由外协单位对设备进行安装并调试。


图7 管道安装
上述两图为安装完毕的碎烟回掺系统总体概览图。其中,设备定位完成,管道连接完成。


图8 离心风机安装
上述两图为风机安装完成图。其中软连接安装已完成。

图9 离心筒安装
上图为离心筒安装完成图。离心筒外传动链轮的防护罩安装完成。
6.改进效果
下图为启用碎烟回掺系统后预压打包片烟表面图,与之前图片做比较,可以看出碎烟回掺均匀性较好,没有碎烟聚集等现象出现。1#碎烟回填后,不再经过叶片复烤机,因此消除了碎烟水分过低的现象。

图9 改造后的叶片结构
选取等级为昆明1 K326 WDC3F FCP、流量较为均衡时刻(8t±50kg)取样位置选于复烤出机爬坡带出口,在添加1#号碎烟前后分别做叶片结构检测(用容器接出落料口的碎烟以模拟未回掺1#碎烟),得出烤后叶片结构数据,结果如下表所示:
表3 改造后的叶片结构对比结果
检测编号 | 不回掺(%) | 回掺后(%) | 波动值(%) | 检测编号 | 不回掺(%) | 回掺后(%) | 波动值(%) | |
1 | 85.64 | 85.25 | 0.39 | 8 | 84.82 | 84.31 | 0.51 | |
2 | 84.89 | 84.41 | 0.48 | 9 | 85.48 | 85.14 | 0.34 | |
3 | 86.84 | 86.49 | 0.35 | 10 | 85.91 | 85.43 | 0.48 | |
4 | 85.99 | 85.52 | 0.47 | 11 | 85.68 | 85.26 | 0.42 | |
5 | 84.71 | 84.14 | 0.57 | 12 | 84.44 | 83.97 | 0.47 | |
6 | 85.33 | 84.88 | 0.45 | 13 | 85.25 | 84.86 | 0.39 | |
7 | 84.73 | 84.41 | 0.32 | 14 | 84.42 | 83.96 | 0.46 |
从上表可以看出,大中片率的波动值在0.32%—0.57%之间,与改造前相比,波动峰值降低了47%,且相邻检验项目之间的波动值趋于稳定。通过安装碎烟回填系统,将1#碎片烟风送至复烤机出口,回掺的1#碎片满足技术要求,回掺均匀,叶片结构均匀性好,避免了由于现行1#碎烟回掺方式引起的叶片结构不均匀和1#碎烟被重复烘烤的现象。同时,改造完成后,每条生产线节约麻袋接1#碎片人员1人和回掺人员1人,可将节约的劳动力补充至其他岗位,具有较为现实的意义。
[参考文献]
[1]濮良贵,纪名刚.机械设计[M].北京:高等教育出版社
[2]成大先,机械设计手册[M].北京:化学工业出版社
[3]中华人民共和国机械行业标准 JB/T9022-1999.压缩空气技术要求
[4]张殿印,王纯.除尘工程设计手册[M].北京:化学工业出版社

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



