东莞市金峥机械有限公司 广东东莞 523000
摘要:金属板材横切生产线属于金属板材生产设备技术领域,具体为一种用于实现金属板材自动剪切作业的生产线装置。该金属板材横切生产线包括从右至左依次设置的开卷机、入料台车、接料架、整平机、活套、侧导位装置、定尺装置、圆盘剪分条机、摆动剪床、输送机一、360度旋转输送机、输送机二、叠料装置、出料台车;所述活套设置有过渡凹坑,过渡凹坑的两侧为弧形导料边。与现有技术中的横切设备相比,该金属板材横切生产线可以将板材剪成平行四边形、梯形等各种异形板,以满足不同的生产需求,输送过程中可将板材旋转一定角度,有利于后续的叠料操作。
关键词:开卷、整平、定尺、圆盘剪分条机、摆动剪床、输送、叠料、生产线、异形板裁切
前言:
金属板材横切生产线是将金属卷板经过开卷、整平、修边、剪板成所需宽度的板材,其适用于冷轧钢卷板、热轧卷板、不锈钢卷板、镀锌钢卷板、硅钢及表面涂镀后的各类金属卷板,经开卷校平剪切成各种规格的定尺板材,广泛应用于不锈钢制品、电器、车辆和机械制造等行业。那么,为能够高效落实金属板材横切生产作业,就需重新开发并设计金属板材横切生产线及其各工序。
1、关于金属板材横切生产线总体设计的必要性阐述
对于现有的金属板材横切生产线,其只能将板材剪成方形,无法根据生产需求,剪出各种异形板,且输送过程中不能将板材旋转一定角度,不利于后续的叠料操作。故而,针对现有的金属板材横切生产线所存在的问题,并从如何适用于异形板裁剪加工的角度出发,以及如何保证裁剪后的异形板叠料作业,有必要对金属板材横切生产线进行重新设计开发,并对金属板材横切生产线各工序装置进行重新设计开发。
2、设计方案
本设计方案的目的在于克服现有技术的上述不足之处,以提供一种金属板材横切生产线,其包括从右至左依次设置的开卷机、入料台车、接料架、整平机、活套、侧导位装置、定尺装置、圆盘剪分条机、摆动剪床、输送机一、360 度旋转输送机、输送机二、叠料装置、出料台车;所述活套设置有过渡凹坑,过渡凹坑的两侧为弧形导料边;
所述摆动剪床包括接引送料台、前端弧形导轨、后端弧形导轨、旋转刀架、旋转驱动电机,旋转刀架的前端和后端分别与前端弧形导轨和后端弧形导轨轨接,所述旋转驱动电机驱动所述旋转刀架绕前端弧形导轨和后端弧形导轨旋转摆动;所述旋转刀架的前后端分别设置有一对上下错位对置的上切刀和下切刀;所述接引送料台包括由方形和弧形平台组成的接引平台,接引平台上分布有若干滚珠;所述上切刀固定安装于旋转刀架,所述下切刀连接有切刀驱动机构,切刀驱动机构驱动下切刀上下动作;所述下切刀的旁侧设置有弹性触板机构,弹性触板机构包括触板、顶杆、弹簧和感应器,顶杆固定安装于下切刀的旁侧,弹簧套在顶设于顶杆,弹簧上部连接所述触板,感应器设置于触板;
所述360度旋转输送机它包括输送平台、伺服马达、转动轴、前端送料平台、后端送料平台、输送筒和滚筒机构;所述伺服马达驱动连接所述输送平台,输送平台可绕转动轴旋转;所述前端送料平台和后端送料平台分别设置于输送平台的前端和后端,所述输送筒设置于输送平台上,所述滚筒机构设置于输送筒上方;所述前端送料平台和后端送料平台均为弧形平台,弧形平台上分布有若干弹性滚珠;所述滚筒机构包括滚筒和气缸,气缸驱动连接所述滚筒,使滚筒上下升降;
板材卷设于开卷机,然后由入料台车送入接料架,板材从接料架进入整平机,由整平机对板材进行整平处理,整平处理后的板材经过活套的过渡凹坑后,由侧导位装置进行两侧导位以防止偏移,再进入定尺装置进行定尺处理;定尺后的板材经过圆盘剪分条机,此时,圆盘剪分条机可对板材进行分条处理,或进行纵剪处理,或圆盘剪分条机张开仅供板材输送而过;
当圆盘剪分条机对板材进行分条处理时,分条处理后板材进入摆动剪床,摆动剪床不对板材进行剪切,摆动剪床仅供板材输送而过,并依次经过输送机一、360度旋转输送机、输送机二进入叠料装置进行叠料,最后由出料台车运输走;
当圆盘剪分条机对板材进行纵剪处理时,纵剪处理后板材进入摆动剪床,摆动剪床的旋转刀架处于初始0°位置,摆动剪床对板材进行横剪处理,完成纵剪、横剪组合式剪切;组合式剪切后,板材依次经过输送机一、360度旋转输送机、输送机二进入叠料装置进行叠料,最后由出料台车运输走;
当圆盘剪分条机张开仅供板材输送而过时,板材由接引送料台进入摆动剪床,进入时板材可在接引平台的滚珠上平稳滑动;同时,根据生产需要,旋转驱动电机驱动所述旋转刀架可绕前端弧形导轨和后端弧形导轨旋转摆动0°-60°之间的任一角度,切刀驱动机构驱动下切刀动作,触板接触板材底面,触板起到弹性接触板材的作用,避免板材变形或跑偏,感应器起到感应到板材的作用,便于控制系统控制切刀驱动机构的动作,下切刀与上切刀共同作用,剪切板材;如此,通过控制旋转刀架旋转摆动到不同角度,对板材的不同位置进行剪切,剪出异形板材;异形板材依次经过输送机一、360度旋转输送机、输送机二进入叠料装置进行叠料,最后由出料台车运输走;其中,异形板材进入360度旋转输送机时,异形板材先由前端送料平台开始进入输送平台,异形板材在输送筒和滚筒的作用下进入输送平台,同时,伺服马达带动输送平台绕转动轴旋转一定角度,使得输送平台上的异形板材摆放角度便于后续的板材叠料,然后板材从后端送料平台输送至输送机二。
于上述技术方案中,所述前端弧形导轨和后端弧形导轨的弧度为60°,所述旋转刀架可绕前端弧形导
轨和后端弧形导轨旋转摆动0°-60°。
于上述技术方案中,所述摆动剪床的两侧设置有废边机。
于上述技术方案中,所述活套的过渡凹坑深3.3米,宽4.8米。
附图说明:

图1为本设计方案的整理布局结构示意图

图2为本设计方案的摆动剪床的结构示意图
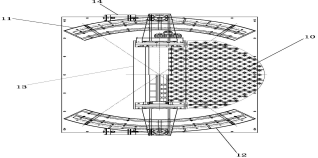
图3为本设计方案的摆动剪床的俯视图

图4为本设计方案的摆动剪床摆动示意图

图5为本设计方案的360度旋转输送机结构示意图

图6为本设计方案的360度旋转输送机俯视图。
3、结语
本设计方案所述的金属板材横切生产线是针对现有的金属板材横切生产线所存在的问题,并从如何适用于异形板裁剪加工的角度出发,以及如何保证裁剪后的异形板叠料作业[1],通过对金属板材横切生产线进行重新设计开发,并对金属板材横切生产线各工序装置进行重新设计开发,以使得设计获得的金属板材横切生产线具有多种生产模式合一的优点,还可以将板材剪成平行四边形、梯形等各种异形板,满足不同的生产需求,输送过程中可将板材旋转一定角度,有利于后续的叠料操作。
参考文献:
[1]周国盈.带钢精整设备[M].机械工业出版社,1982.
[2]GB 26485--2011,开卷矫平剪切生产线安全要求[S].中国标准出版社,2011-07.
[3]GB/T 26486--2011,数控开卷矫平剪切生产线[S].中国标准出版社,2011-05.
[4]张春芝.自动生产线组装、调试与程序设计[M].化学工业出版社,2011.
[5]吴红星.现代工业自动化技术应用丛书[M].中国电力出版社,2010.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



