徐州海伦哲专用车辆股份有限公司 江苏徐州 221003
摘要:CO_2气体保护焊属于熔化焊的一种,填充焊丝接电源的正极,在焊接过程中吸收能量与工件熔化形成熔池,熔池冷却后形成材料之间的连接。CO_2气体保护焊具有高效,节能等的特点。
关键词:CO_2气体保护焊;变形;影响因素;控制措施;矫正方法。
引言:在高强薄板焊接中,CO_2气体保护焊是焊接效率较高,应用比较广泛的一种焊接方法。由于CO_2气体保护焊是熔化焊的一种,通过加热的方式达到不想练的材料链接到一起形成一个整体的目的,焊接必然存在热量的交换焊接应力和焊接变形是必然存在。本文论述了在实际生产过程中焊接变形产生的原因、分类以及一些预防措施、解决方法等。
一、 焊接变形产生的原因
CO_2气体保护焊是熔化焊的一种焊接方法,焊接过程中在接头处需要局部加热吸收热量使焊材与母材熔化,形成熔池,分子之间相互扩散、相互结合,使原本相互分离的金属材料,紧密的链接在一起。由于焊接过程吸收热量,熔合线以外未熔化区域必然吸收热量,产生膨胀。而在熔池冷却成结晶的过程中,熔池金属产生收缩。由于这种在局部区域快速的热量交换,母材的膨胀和收缩产生了塑性变形。由于约束力的作用这种塑性变形最终被保留下来而形成焊接变形。
二、焊接变形的种类
1. 收缩变形(如图1)

图1
收缩变形是指焊后实际得到的尺寸比理论尺寸变小的一种变形,平时生产的臂架槽钢在焊接后,高度减少约0.2mm,即为发生了收缩变形。
2. 角变形(如图2)

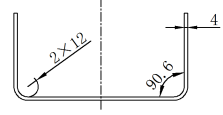
图2
由于焊接过程中存在角变形的情况。如果在折弯时,折弯角度直接折到所需的角度90°,臂槽钢在焊后会存在内凹现象,因此在臂槽钢折弯后需留有一定敞口量90.6°,焊后可以达到预期的折弯角度。
3. 弯曲变形(如图3)


图3
由实际生产测量所得,臂槽钢外侧拼点小件后,存在焊后船型现象,在铰点焊接后平面度整体出现上诉形式变化,铰点焊接后,整体拱形约3-4mm,此现象为焊接弯曲变形。
4. 波浪变形(如图4)

图4
波浪变形经常出现在长度过长、壁厚较薄的焊接件中。在焊接过程中由于薄板本身的额特性以及受热不均匀所引起的,因而在实际生产中,由于产品的结果特点,臂架焊后经常会存在小波浪变形。
5. 扭曲变形(如图5)

图5
扭曲变形是由角变形在焊缝长度方向分布不均所引起的,目前针对臂筒扭曲变形,无法调形,将报废处理。
6. 错边变形(如图6)

图6
点固焊的长度不够、间隙过大、强度不够,导致焊接过程中产生开裂,而产生错边变形,错边变形无法通过焊后矫正达到效果,只能返修或报废。
三、焊接变形的影响因素
1 材料因素的影响
除了焊接材料对焊接变形的影响外,金属材料对焊接变形的影响是最基础的,包含在材料的力学性能参数、物理性能参数两方面。材料的力学性能的影响主要体现在金属材料的热膨胀系数上。随着热膨胀系数的增加,在吸收相同热量的情况下,金属材料的焊接变形就越明显。反之,热膨胀系数越小,变形就越小。物理性能的参数的影响主要体现在金属材料的热传导率上。金属材料的传导率越大,热量的传导速度越快,温度梯度的越小,产生焊接变形的量就越小。反之,金属材料的热传导率越小,产生焊接变形的量越大。
除此之外,金属材料的弹性模量及高温下的屈服极限对焊接变形也有一定的影响。总的来说,弹性模量越大,焊接变形越小;弹性模量越小,焊接变形越大。而较高的屈服极限,必然导致材料的塑性变低,从而导致焊接变形较小。
2. 结构因素的影响
影响焊接变形最主要、最复杂的因素是焊接的结构。结构在焊接过程中起到约束的作用,它不仅包含工件本身的约束,同时还包含外力的约束。随着约束度的变大,焊接残余应力就会变大,焊接变形就会相应的变小。由于工件本身的约束度在焊接的工程中是不断变化这的,无法控制和分析。在设计焊接结构的时候我们通常通过加外力来提高结构的拘束度,例如在某些部位加一些筋板和加强板等。同时筋板和加强筋的数量直接影响着焊接和装配过程中的工作量。因此选择合适数量的筋板和加强板,设计合理的结构对减少焊接变形起到至关重要的作用。
3. 工艺因素的影响
焊接工艺的选择对焊接变形的影响同样也是不可忽略的因素,焊接工艺对焊接变形的影响不是指哪一方面,而是包含很多方面。例如,焊接顺序、焊接线能量、焊接方法、焊接工装、夹具的应用、接头形式等。其中焊接顺序对焊接变形的影响是最直观、最显著的,不同的焊接顺序可以改变焊接残余应力的分布和状态,从而改变焊接的变形量。焊接参数的选择对焊接输入线能量的大小有着直接的影响,从而影响焊接的变形。一般在保证焊接质量的前提下,应尽量选择输入线能量较小的焊接参数。同时,接头形式对焊接变形也有一定的影响,一般来说,双面焊比单面焊变形要小,小坡口比打坡口变形要小。
四、控制焊接变形的措施
1.设计合理的焊接结构
1.1 焊缝尺寸和坡口形式
合理的选择焊缝的坡口形式和焊缝尺寸,不仅能减少焊接的工作量,还能控制焊接的变形。焊缝尺寸越大,虽然能保证焊接的强度,但热输入量也会越大,焊接变形就会越大。因此我们要选择合理的焊缝尺寸,在保证焊缝强度要求的情况下尽可能的减少焊缝的尺寸。对于强度要求较高的焊缝,为了减少焊接变形、提高焊缝的强度、减少焊缝的尺寸,我们可以选择开坡口的接头形式。
1.2 焊缝数量和焊缝位置
在设计阶段,焊缝位置应尽量选择对称的部位,可以很大程度上减少不必要的焊缝位置,减少焊缝的数量,这对于减少焊接变形有着重要的作用。
2.选择合理的焊接工艺
2.1合理的焊接顺序。包括对称焊接法、 先焊焊缝少的一侧、 跳焊、从中间往两边焊(如图7)等方法。焊接顺序对于焊接变形的影响较为显著。在改变焊接顺序时可以有效地改变焊接残余应力的分布状态,大大的降低焊接的变形。

图7
目前焊接顺序在臂架铰点焊接处有明确的焊接顺序要求,在臂筒的焊接也有方向性要求(如图8)。

图8
2.2 焊前预热
由于焊接变形主要是由于焊接应力的不均匀分布引起的,而焊接应力的分布状态与焊接区温度梯度有关。焊前通过预热可以减少被焊工件温度差,减少焊接应力,从而有效地控制焊接变形。
2.3 预留焊接余量
预留焊接余量是根据平时的焊接收缩变形的收缩量,在下料阶段提前把收缩量预留出来,在焊接完成后,焊接收缩量与提前预留量完全抵消,从而达到控制收缩变形的目的,得到我们需要的焊接尺寸。
2.4 预留焊接反变形角度
反变形法是常见的控制焊接变形的措施,主要是通过以往的工作经验,提前判断焊后变形量的大小以及焊后会产生焊接变形的方向,在前期装配点焊时,在焊接变形的反方向预留与焊接变形大小相等,方向相反的预留变形量。在焊接完成后,焊接的变形量与预留的反变形量大小相等,方向相反,从而控达到制焊接形状和尺寸的目的(如图9)。

图9
目前,臂架铰点焊接采用的就是反变形结合刚性固定法,目前生产产品26/45A/H32/S17E反变形量分别为6mm、7mm、7mm、5mm。
2.5合理地控制焊接参数
焊接线能量的大小是决定焊接变形的程度最主要因素,焊接线能量越大,焊接变形越厉害,焊接线能量越小,焊接变形越轻。因此选择合适的焊接参数,控制线能量的大小对控制焊接变形最关重要。
2.6. 选择合理的焊接工装

图10
刚性固定法、预拉伸法等都是常用的防止焊接变形的措施:刚性固定法即为目前我们公司所采用的夹紧焊,通过控制焊接过程中母材可以活动的空间,从而达到控制焊接变形的目的(如图10).
预拉伸法是薄板常用的防止焊接变形的措施,它是在焊接时有预先膨胀量和预张力的情况下进行,它可以有效地控制变形,降低残余应力
2.7. 其他的工艺措施
随焊两侧加热,随焊碾压、随焊跟踪冷却等措施(如图11)虽然焊接过程中难以实现,但在控制焊接变形等方面都有着显著的效果。

图11
五、焊接变形的矫正方法
1. 机械矫正法
机械矫正法即为现有的锤击调形,目前使用较多,目前臂架车架及转台焊后均有调形工序,采用的即为机械矫正法。
火焰矫正分为整体矫正和局部矫正两个方面:整体矫正是由于把整个工件加热到锻造温度上在矫正,很容易改变钢材的性能,产生不利的影响,因此整体矫正法实用性不是太强。局部矫正法是平时生产中较为常见的焊后矫正的一种方法,局部矫正法是通过对变形部位凸起面局部加热,在冷却的过程中,由于金属材料受热胀冷缩的影响,抵消焊接过程中的焊接变形的影响,从而达到矫正的目的。由于局部火焰矫正法一般的气焊焊炬就能够实现,不需要专门的设备,因此局部火焰矫正法是目前焊后矫正最常见的方法(如图12)。

图12
六、总结
基于CO_2气体保护焊的焊接特性,焊接变形是控制焊接质量过程中不可避免的一道难题,尤其在薄板焊接中更加明显,上述所列的六种焊接变形的形式在平时的生产制造中均是常出现的质量问题。通过本文所述的焊接前的控制、焊接过程中的干预、焊接结束后的外力矫正的方法,虽然可以有效地控制焊接变形程度。但探索控制焊接变形得有效措施依然是现阶段的工作重点。
参考文献
[1]付荣柏.焊接变形的控制与矫正.机械工业出版社,2006.
[2]中国钢结构协会.建筑钢结构施工手册[M].北京:中国计划出版社,2002.
[3]《焊接原理》机械工业出版社.
[4]张伟东.浅谈钢结构施工中的质量缺陷和控制措施[J].山西建筑,2007.
[5]董登友.机械制造工艺与机械设备加工工艺分析[J].南方农机,2019,50(20):155.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



