龙岩烟草工业有限责任公司 福建省 龙岩市 364000
【摘要】PROTOS1-8型卷烟机是早期研制出来的一种卷烟设备,生产商为德国的虹霓公司。该设备生产效率和生产速度具有明显优势,可以达到8500支/分钟。卷烟机中滤嘴供给系统是重要组成部分,滤嘴是香烟上不可或缺的组成部分,卷烟机工作过程中送丝系统发挥作用,在该系统工作过程中,由于多种因素影响,设备滤嘴供给系统会出现故障,导致加工质量和加工效率下降,在此结合PROTOS1-8型卷烟机的结构组成和滤嘴供给系统结构,总结系统故障类型及应对策略。
【关键词】PROTOS1-8型卷烟机 滤嘴供给系统 故障 对策
前言:随着烟草行业迅速发展,自动化、智能化成为烟草生产加工的主要趋势。在技术持续化发展背景下,多种新型卷烟机设备面世,为烟草行业发展提供支持。为了提升市场竞争优势,新型卷烟机设备主要以效率和品质两种因素为核心进行优化改造,大力探索提高设备生产效率和使用寿命的优化方法,降低维护成本和制造成本的思路。当前在先进技术支持下,卷烟机进一步向智能化方向发展。但与此同时,卷烟机设备使用过程中,时长有各种各样的疑难故障出现,降低设备生产效率。这些故障成因复杂,需要经过系统性分析才能精准定位,并针对性提出优化、改进方案。基于此,本文以PROTOS1-8型卷烟机为研究对象,结合该设备的滤嘴供给系统故障进行分析,总结处理对策具有实际意义,可为我国烟草行业持续化发展提供更多参考借鉴。
1PROTOS1-8型卷烟机组成
该型号卷烟机是一款改良型卷烟设备。主要由VE1-8供料成条机、SE1-8卷制成形机、MAX1-8接装机等组成[1]。其中VE1-8供料成条机它是整个机器空间布置是最高的。其主要作用是将烟丝从风送管道进入机器最高处的烟丝输入箱,供料气闸打开,烟丝自然落下后松散,定量供给送入贮丝箱。陡角输送带将烟丝提升后再落下,经磁铁除杂、针辊计量、风力系统梗丝分离、喷嘴槽空气射流输送烟丝形成连续的烟丝束,修整器将多余的烟丝削剪下来回去再利用。烟丝在两落两升中完成定量、梗丝分离和吸丝成形。通过抽吸室烟条输送机的尼龙带将烟丝送入SE1-8卷制成形机的烟枪部分。SE1-8卷制成形机下置式刀盘设计,整个刀盘和齿轮箱的重心及高度往下降,有效减小机器的振动和噪音。烟支传递采用蜘蛛手装置,平稳轻柔地把双倍长度烟支传送到MAX1-8接装机的进烟鼓轮槽中。MAX1-8接装机总体结构为一长方形箱体,在设计中采用了箱体组合式结构,各部分安装于一质量较大的主机座上,由于主机架不仅质量大,而且与地面有充分的面积接触,使机器重心位于下部,保证了机器的稳定性。
2 PROTOS1-8型卷烟机滤嘴供给系统阐述
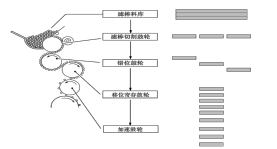
图1 滤嘴供给系统流程示意图
结合图1分析,滤嘴段供给阶段共分 6道工序:滤棒接收、滤棒储存、滤棒切割、滤嘴段错位、滤嘴段并行、滤嘴段加速。工序的完成由滤棒料库以及滤棒切割鼓轮、切刀、错位鼓轮、移位寄存鼓轮、加速鼓轮实现。
(1)滤棒接收:滤棒接收装置(如 FILTROMAT)接受滤棒发射机发射的滤棒,并将滤棒送入滤棒料库中。也可采用人工加棒方式。
(2)滤棒储存:滤棒料库接收来自滤棒接收装置输送的滤棒,同时储存一定数量的滤棒,提供稳定的滤棒供接装机使用。
(3)滤棒分切:滤棒切割鼓轮在负压吸风作用下从滤棒料库中取出滤棒,滤棒在滤棒切割鼓轮的两个侧导轨的作用下呈现轴向移动,相对切刀对正,然后被切刀装置切割成等长的三段(六倍滤嘴段)或二段(四倍滤嘴段),传给错位鼓轮。
(4)滤嘴段错位:错位鼓轮及其导轨将原轮槽中的一排滤嘴段错位,形成三排或两排。
(5)滤嘴段并行:在移位寄存鼓轮上,负压吸风使错开的滤嘴段轴向移动,沿鼓轮中线排成一列,然后传给加速鼓轮。
(6)滤嘴段加速:滤嘴段在加速鼓轮的两个侧导轨作用下,轴向移动,相对鼓轮对中。然后加速鼓轮将滤嘴段加速后送往输入鼓轮,以便与烟支传送同步。
3 PROTOS1-8型卷烟机滤嘴供给系统常见故障和应对策略
3.1滤棒切割鼓轮上有空槽未取到滤棒
故障及成因分析:结合上文的阐述分析,滤棒切割鼓轮上有空槽存在,其没有获取到滤棒是常见故障现象之一。该故障出现成因较为复杂,主要可归为以下五种:第一,滤棒切割鼓轮槽的气孔被堵塞;第二,滤棒切割鼓轮轮槽中有滤棒段或毛刺;第三,滤嘴供给系统的配气室脏;第四,滤棒料库有机玻璃门偏紧,调整不当;第五,滤棒料库中有变形的滤棒。基于故障成因,可采用以下方式处理该故障:对于气孔被堵塞的问题,定期清理滤棒切割鼓轮轮槽和气孔,保证相关部位整洁,可有效避免堵塞现象出现;对于滤棒切割鼓轮轮槽中有滤棒段或毛刺的问题,及时清理,做好去毛刺工作;对于配气室脏的问题及时做好清洁工作;对于滤棒料库有机玻璃门的问题,及时做好调整滤棒料库门,同时定期做好检查,发现变形的滤棒及时取出,这些措施均是规避故障的可行措施
[2]。
3.2滤嘴段切口不齐呈毛茬状
该故障主要产生成因包含三点:第一,切刀刃口不够锋利,进而导致滤嘴切断出现参差不齐的故障;第二,是滤棒切割鼓轮的切刀槽不清洁,导致刀槽难以充分发挥功效,进而在切割过程中导致切口呈现毛茬状;第三,切口直径太小或者砂轮出现磨损问题。针对上述三点故障原因,提出如下解决策略:对于切刀刃口不够锋利问题,做好刃口调整,及时更换切刀,或者检查砂轮和切刀的位置,通过调整手柄保证两者达到最佳位置,可保证切刀的刃口锋利度;对于刀槽清洁度低的问题,及时做好清理工作,保证刀槽整洁有积极作用;对于砂轮磨损或者切刀直径小的问题,采取更换的方式作为直接有效,换用符合参数和尺寸的切刀或者砂轮可进一步降低故障发生率。
3.3错位鼓轮处掉滤嘴段
该故障产生成因包含三点:第一是错位鼓轮轮槽脏或气孔被堵;第二是三个错位导轨与导板位置未调好;第三烟支切割鼓轮与错位鼓轮位置不正确。结合上述错位鼓轮处掉滤嘴故障产生原因的分析,针对性提出如下三点对策:对于错位鼓轮轮槽脏或气孔及时做好清洁处理工作,保证该部位干净有积极作用。对于导轨和导板位置不合适问题,科学调整相对位置,确保导轨和导板之间距离达到7.5mm,可以有效规避上述问题。对于烟支切割鼓轮与错位鼓轮位置不正确现象,重新调整两者位置,确保错位鼓的鼓槽唇与导向件的导出边缘对齐可以有效避免故障发生[3]。
3.4双倍长滤嘴段长度不相等
该故障产生原因包含两方面:第一是滤棒切割鼓前后两导轨位置不正确;第二是切刀传动轴抽动或者夹刀板表面脏。综合来看与清洁不当和位置不正确存在紧密联系,基于此,针对双倍长滤嘴段长度不相等故障,可以采取如下两点措施进行应对:第一,科学调整两侧导轨的问题,保证其相对位置正确;第二,认真检查切刀轴和夹刀板,确保上述部件位置正确、结构完整,可以有效避免故障发生。
3.5滤嘴段有压痕,出现滤嘴段被轧坏
该故障出现成因包含两点:其一是滤嘴供给系统各鼓轮之间的交接位置错动;其二是滤嘴供给系统鼓轮的导轨位置调整不当。综合来看,主要与相对位置不合理有关。基于此,针对该故障解决措施可从调整位置方向入手,通过科学调整滤嘴供给系统各鼓轮和导轨位置,可以尽可能避免故障出现。
4 结束语
综上,本文结合 PROTOS1-8型卷烟机滤嘴供给系统结构进行分析,总结常见故障和故障成因,并针对性提出对策。经过本文研究,可知,想要彻底解决故障,充分掌握机器系统结构,深挖故障产生原因,之后“对症下药”,是最大限度规避故障,解决故障的有效策略。
参考文献:
[1] 邱勇杰 . PROTOS1-8 卷接机组 [M]. 郑州:河南科学技术出版社,2014.12
[2]边永生 . 烟机设备操作工基础知识 [M]. 北京:北京出版社,2012.12.
姓名:陈建廷(1994.11--);性别:男,民族:汉 籍贯:福建上杭,学历:本科,毕业于福建工程学院;现有职称:助理工程师;研究方向:烟机设备。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



