摘要:本文就针对某电厂350MW机组汽轮机高温再热调门阀体底部接管座角焊缝裂纹处理,通过裂纹消除、重新补焊并进行焊后热处理,解决了铸造阀门阀体管接座焊缝裂纹缺陷,对今后类似问题处理具有参考作用。
关键词:铸造阀门、管座角焊缝、裂纹、处理措施
一、前言
某热电厂为2×350MW机组锅炉是哈尔滨锅炉厂有限责任公司生产的超临界锅炉。锅炉炉型是HG-1140/25.4-YM1型,为一次中间再热、超临界压力变压运行直流锅炉,单炉膛、平衡通风、固态排渣、全钢架、全悬吊结构、π型布置,锅炉采用紧身封闭。汽轮机为哈尔滨汽轮机厂制造,超临界、一次中间再热、双缸双排汽单轴间接空冷抽汽式汽轮机,型号为: CZK350/324-24.2/0.40/566/566型,机组采用高压抗燃油数字全电调系统。截止此次检修该机组累计运行约3万小时。
在2021年1号机组A级检修检修期间,金属监督检验、检测表面检测(MT)发现1号汽轮机左侧中压再热调节联合阀(图1),下部中间平衡管管座角焊缝5点至6点方向发现一处长约10mm裂纹(图2);缺陷发现后又扩大检查范围,对主蒸汽调阀左右侧、再热蒸汽调阀右侧阀体链接管座角焊缝进行检测,发现再热蒸汽左侧一处温度测点管座角焊缝2点至7点方向发现一处长约20mm裂纹、7点至10点方向发现一处长约30mm裂纹(图3),发现的两处缺陷均为1号汽轮机左侧中压再热调节联合阀底部接管座角焊缝部位。
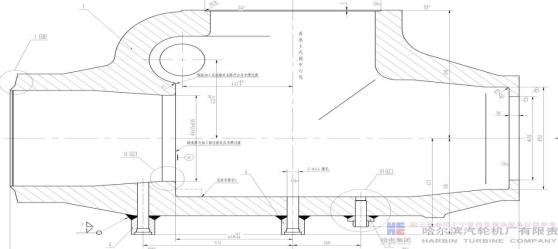
 (图1)
(图1)

(图2) (图3)
二、原因分析
发现问题后与哈尔滨汽轮机厂咨询与现场光谱复核,确定该部位阀体及管座材质为ZG15Cr2Mo1,管座厚度20mm。
表1 ZG15Cr2Mo1钢的化学成分
C | Si | Mn | Mo | Cr | P | S |
≤0.18 | ≤0.60 | 0.40-0.70 | 0.90-1.20 | 2.00-2.75 | ≤0.04 | ≤0.04 |
在对裂缝进行磨除的过程中,通过观察可以发现,所有的裂纹从其开始的位置到焊缝的根部,或者是接近它的根部,都存在不同程度夹渣或气孔等焊接缺陷,这些都是有待解决的管座角焊缝根部缺陷。
通过对这些裂纹的分析可以发现,它们的根部大都是采用了手工的电弧焊的焊接工艺,而且还进行了多层的多道焊接,这种方式不仅会让根部的电弧焊带有太多的夹渣,如果焊渣清理不干净、焊接工艺控制不当,均可以产生夹渣。通过以上的分析研究发现,发生裂缝的根本原因就是焊接的工艺不当所造成的夹渣、气孔,经过运行会产生部分应力,长期应力作用导致焊缝内部缺陷部位产生裂纹向外扩展。
三、处理措施
先进行缺陷清理,用角磨机对裂纹部位进行打磨,打磨至约10mm深度后裂纹消失出现夹渣、气孔。继续打磨至约17mm深度后缺陷基本消除,并进行着色检测无明显缺陷,焊材采用镍基焊丝ERNiCrFe-3,因缺陷处理部位无法进行整体热处理,只能采用火焰加热方法,焊接前采用火焰加热对补焊部位加热至150℃~200℃之间(现场用测温枪测温),焊接电流80-110A,电压15-25V,多层多道焊接降低焊缝收缩应力,且收弧处尽量错开,严格控制层间温度≤150℃(现场用测温枪测温),焊接过程中进行敲击法消除应力,焊接完成后立即进行保温缓冷,待冷却后进行着色检测合格。
四、总结
此次检测及时发现缺陷并扩大检查范围,全过程监督,挖补处理一次合格,消除了重大安全隐患,确保了设备安全可靠运行。对该部位做好记录台账,后期结合机组检修机会进行无损检测复查。
通过以上的方法,对该管座角焊缝出现的裂纹进行有针对性的,并且是有效的处理,可以发现,其操作上还是比较便捷的。在对过汽轮机左侧中压再热调节联合阀管座角焊缝裂纹处理之后,最终对修复的管座角焊缝进行PT检测,都没有发现所补焊修复的焊缝及其周围有其他的缺陷性问题出现,而且对所补焊修复的焊缝进行硬度检测,从结果上看,这些都满足了相关的法规和标准的要求。
参考文献:
[1]侯世勇.火电厂承压部件管座角焊缝损坏原因分析及焊接工艺探讨[J].焊接技术,2003,32(04).74-75.
[2]李明飞。过热器集箱管座角焊缝裂纹处理探析
作者简介:翟建元(1988-),男,汉族

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



