中国航发动力股份有限公司 陕西西安 710021
摘 要:本项目通过制作并研究不同规格的航空用钛合金棒材TCG曲线在检测中的应用,结合水浸探伤的扫描结果,分析常规方法与TCG曲线法的检测差异和对信噪比的影响,经试验验证和分析,该技术可以明显的降低杂波波幅,使棒材检测质量大幅提高。
关键词:TCG曲线、水浸探伤、钛合金棒材
1.背景介绍
航空发动机是飞机的心脏,是决定飞机性能的重要因素之一。盘、轴、鼓筒、轴颈、叶片、导管等零件在高温、高压、高转速、变负荷等恶劣环境下工作要求等级高,是发动机的核心转动部件和关键件。因此航空发动机金属构件超声波高灵敏度检测,是目前国内航空发动机机检测行业公认的难题,是发动机研制的关键技术之一。此外随着新型航空发动机对性能和减重要求的不断提高,其关重零件越来越多地采用整体结构设计。随着产品要求的不断提升,相关原材料的检测标准也在不断加严,尤其是钛合金棒材,目前采用现有超声波水浸检测方法,检测信噪比难以有效保证。如某机Ø25mm的钛合金棒材,采用超声波水浸法探伤时,常出现杂波过高,信噪比差的现象,干扰缺陷波的评定,降低检测效率,甚至无法探伤,严重影响后续零件的制造和装配。
2.问题分析
由于钛合金棒材材料性质、状态、尺寸等原因,使用一个探头进行全区域扫查时,易造成棒材不同检测区域的灵敏度有较大差异。而实际检测时,为了提高大声程处的检测灵敏度不得不采用提高增益的方法,此方法造成信噪比下降, 直接影响了探伤效果。有时杂波幅度大于标准所规定的平底孔回波幅度, 此时平底孔反射信号被湮没在杂波中, 无法实施探伤。
常规脉冲反射式超声波检测,是由声源产生的脉冲波被引入到被检测的试件中后,若材料是均质的,声波沿一定方向,以恒定速度向前传播。随着距离的增加,声波强度由于扩散和材料内部的散射及吸收而逐渐减小。当遇到两侧声阻抗有差异的界面时,则部分声能被反射。如裂纹、分层、孔洞、试件的外表面(上、下表面)与空气或水的界面。通过探测和分析脉冲反射信号(缺陷波)的幅度、位置等信息,确定零件缺陷的存在,评估其大小、位置。
目前检测时该棒料作螺旋前进的方式或棒料旋转,探头向一方向前进的方式进行自动化检测。由于棒材材料性质、状态、尺寸等原因,使用一个探头进行全区域扫查时,易造成棒材不同检测区域的灵敏度有较大差异。而实际检测时,为了提高大声程处的检测灵敏度不得不采用提高增益的方法,此方法造成信噪比下降, 直接影响了探伤效果。有时杂波水平信号幅度大于标准所规定的平底孔当量回波幅度, 此时当量平底孔反射信号被湮没在杂波中, 无法实施探伤。某机Ø25mm钛合金棒材全声程检测时的C扫图像,通过对比色带发现,波高超过80%(背景为红色)的区域占比大半。在不考虑检测标准的情况下,杂波波高超过80%,任何缺陷反射信号都有可能被湮没在杂波中, 无法进行评判。再观察上述检测过程中某一时刻设备暂停时的A扫图像,可以看出近表面处的杂波高于远场区域,即近表面杂波高的原因影响了零件的检测。
全声程检测棒材时由于近表面声程较短,声能衰减小,导致反射回波能量高于其他部位,加之较高的检测灵敏度,造成近表面处信噪比较差。近表面信噪比较差会有以下影响:
①影响小缺陷的发现能力;
②影响有特殊取向的缺陷的发现能力;
③影响检测效率。
暂停设备等方法可有效降低棒材动态旋转下产生的杂波,却会大大降低检测效率,影响零件的检测周期。因此,全声程检测棒材时如何降低近表面处杂波,成为了钛合金棒材水浸检测过程中的关键问题。
3.研究方案
水浸聚焦超声技术是利用凹透镜将探头发出的超声波在水中进行会聚,会聚的超声波束到达工件后进一步聚焦,在工件内部形成二次聚焦焦点,然后利用焦点对工件内部的缺陷进行检测。这种探头称为点聚焦探头,避免了水浸超声检测时超声波束在水中的发散现象,提高了缺陷的检测精度及灵敏度。TCG曲线是指时间—增益曲线, 是在水浸聚焦检测中出现的一种辅助补偿手段,它对反射体在不同距离处也即在时间轴上的反射幅度可进行不同的增益补偿修正功能,达到不同声程处的相同反射体的回波幅值相同。通常可用一定规格的探头, 探测一组试块, 将不同声程时规定的平底孔回波高度制成距离一幅度曲线或进行时间—增益补偿修正, 供现场探伤时使用。
例如:在一定的水距下,对不同埋深Ф0.8mm平底孔的Ti6Al4V-2标准试块制作TCG曲线,用来确定检测灵敏度及近表面分辨率。采用5MHz(晶片直径:0.75英寸,焦距:150mm)水浸点聚焦探头,调节仪器增益值,使不同埋深的平底孔对比试块的缺陷反射信号均达到满刻度的80%,得到TCG曲线图。在检测过程中,根据实际缺陷回波高度与TCG曲线上的分贝值,按波高与缺陷大小对应的关系可得出缺陷当量大小。
超声波水浸检测杂波信号高低为一检测宏观综合指标,影响的因素较多,且多因素相互作用,难以量化分析。主要由材料组织状态、表面形貌状态、背景噪声放大量以及电噪声等组成并均对杂波信号高低有较大影响。因杂波信号随材料组织状态粗大而变高,故各类验收标准中通常通过对杂波水平的要求以实现对材料组织状态的控制。因此,在确保发现缺陷灵敏度的情况下,应尽可能降低杂波信号显示,使其更真实反映材料组织状态。
针对钛合金棒材杂波高的问题,如果在检测过程中加入TCG曲线,理论来说减小了小声程处检测灵敏度,能够降低杂波波幅。为了研究上述论断的正确性,现选取不同材料不同直径的钛合金棒材研究其在不同检测参数下的杂波高度。以下为试验过程与结果。
选取对象如下表1:
表1 本试验选取的钛合金棒材的材料与直径
材料 | 直径(mm) | ||
TC4 | 100 | 70 | 50 |
TC11 | 100 | 70 | 50 |
将棒材试块逐根放置在设备水槽中进行检测,记录下无缺陷部位静态下的A扫图像及动态下的C扫图像;使用试块制作TCG曲线并激活,重复上述步骤并记录结果。
4.试验结果
由于TC4棒材与TC11棒材检验结果差别很小且趋势相同,此处只列举出TC4棒材的试验结果。各尺寸TC4棒材A扫结果如下图所示:
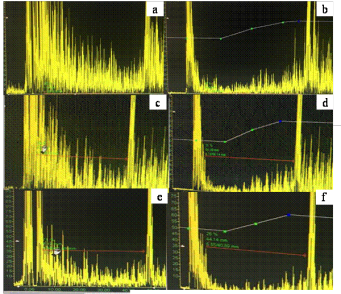

图1 各尺寸TC4棒材A扫描结果。
其中图1(a)为Φ100棒材扫描图(未使用TCG),图1(b)为Φ100棒材扫描图(使用TCG);图1(c)为Φ70棒材扫描图(未使用TCG),图1(d)为Φ70棒材扫描图(使用TCG);图1(e)为Φ50棒材扫描图(未使用TCG),图1(f)为Φ50棒材扫描图(使用TCG)
可以看出,对于同材料不同直径的棒材,未使用TCG曲线时,直径越大近表面处杂波高的情况越严重,因此棒材直径越大,全声程检测方法越难以实现。而图1(b、d、f)为使用TCG曲线后的检测结果,可以明显的看到,使用TCG曲线后,近表面杂波有了明显的降低,且直径越大TCG曲线对杂波的影响就越大。因此,TCG曲线对降低棒材检测时近表面的杂波有显著效果。
使用TCG前后,杂波情况有显著变化,使用后杂波明显降低。说明TCG曲线在降低全声程棒材检测中近表面杂波方面效果较好。某机Φ25mm钛合金棒材使用TCG曲线后的C扫结果,杂波情况有了明显的改善,原本无法检测的零件可正常探伤。
5.结论
通过本课题的研究,解决了钛合金棒材在同探头全声程检测中近表面杂波高的问题,通过制作与使用TCG曲线,给予各声程处不同的增益补偿,达到不同声程处的相同反射体的回波幅值相同,降低杂波,提高信噪比,使检测效率大幅提高。
此外,研究并掌握了TCG曲线技术在钛合金棒材水浸探伤中的应用方法,在没有相关的检测标准可供参考的前提下,通过自主设计相关的检测方案,制作相应的试块和曲线,最终保证了检测信噪比达到9dB以上,满足了航空钛合金棒材高灵敏度的检测要求。由于目前国内外对TCG曲线检测技术的应用研究较少,未见有相关的文献资料和报道,因此本课题的研究成果为后续同类检测问题的解决奠定了良好的基础。
综上所述, TCG曲线法技术可以明显的降低棒材检测时的杂波波幅,提高信噪比,可使钛合金棒材在进行高灵敏度水浸探伤时,检测质量和效率大幅提高。
参考文献:
[1]李国华,吴淼. 现代无损检测与评价. 北京:化学工业出版社,2009.
[2]王仲生. 无损检测技术应用. 北京:机械工业出版社,2002.
[3]李家伟,陈积懋. 无损检测手册. 北京:机械工业出版社,2002.
1

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



