武汉铁路职业技术学院
补偿装置又称补偿器,它设在锚段的两端,能自动补偿接触线或承力索的张力,它是自动调整接触线或承力索张力的补偿器及其制动装置的总称。其作用是温度变化时,线索受温度影响而伸长或缩短,由于补偿器坠砣的重量作用,可使线索沿线路方向移动而自动调整线索张力,使张力恒定不变,并借以保持线索的弛度满足技术要求。而偏磨可能会造成补偿装置卡滞,影响张力自动调节,造成张力过大或过小,从而影响弓网关系。
一、京广高铁使用棘轮补偿技术参数介绍
1、 棘轮补偿的性能参数
(1)接触线额定张力:30KN 额定传动比1:3;承力索额定张力:21KN 额定传动比1:3
(2)补偿棘轮的耐拉伸荷重>=44KN
(3)补偿棘轮的破坏荷重>=82.5KN
(4)补偿棘轮传动效率>=97%
2、棘轮补偿的技术参数
棘轮安装标准:
(1)制动块对轨道轴线中心的倾斜不得超过30度
(2)制动块与棘轮齿的距离保持在20mm
(3)棘轮本体垂直安装倾斜不得超过2度
(4)平均温度下补偿绳的缠绕圈数为3.11圈
(5)棘轮轴处于水平位置
(6)坠砣钢绳不超过棘轮的齿面
平衡轮安装标准:
(1)平衡轮水平安装,最大倾斜小于20度
(2)平衡轮两边补偿绳间距80-145mm
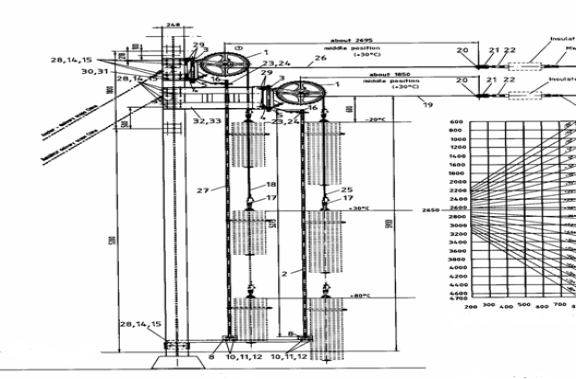
棘轮补偿安装曲线图
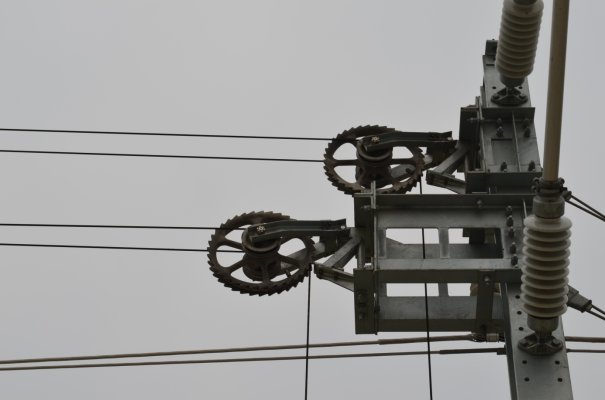
棘轮补偿现场安装图片
二、高铁使用棘轮补偿优点
(1)免维护
(2)传动效率比高
(3)耐疲劳性好
(4)制动性能好,能有效缩短断线抢修时间
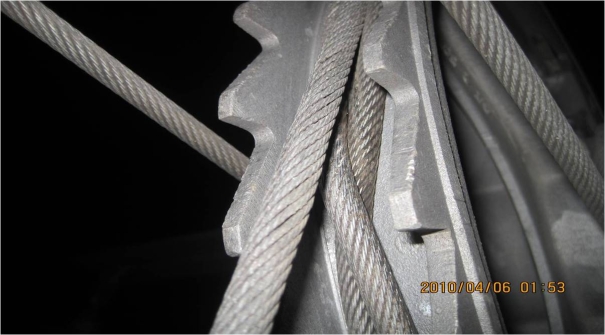
三、棘轮补偿偏磨类型
1、补偿绳磨棘轮大轮(内沿、外沿)

2、补偿绳磨棘轮小轮

四、棘轮补偿偏磨的原因分析
棘轮安装过程中未严格按照标准工艺安装造成偏磨;通过对偏磨棘轮和不偏磨棘轮对比以及对偏磨棘轮反复检查测量分析过程中发现偏磨棘轮存在安装工艺不达标,主要表现在:
一是棘轮本体未垂直安装,其转动过程形成的平面与底座平面不平行,造成补偿绳磨棘轮大轮或小轮;
二是平衡轮安装不水平。下锚过程中接触线容易形成扭面,使得平衡轮偏斜角度过大造成补偿绳磨棘轮。在对平衡轮检查的过程中,发现部分棘轮补偿平衡轮偏斜角度远大于20°,这些平衡轮偏移角度过大,直接导致补偿绳两线间距不能满足80-145mm的安装要求,造成棘轮外侧补偿绳运动平面与棘轮平面不平行,改变了补偿绳在小轮上的正常运动轨迹,从而造成补偿绳磨棘轮小轮;造成平衡轮偏斜的主要原因为导线在下锚的过程中为调整线面,导线扭面而造成,而承力索却不存在线面问题,因而平衡轮偏斜的现象极少。

三是部分补偿绳缠绕不规范,存在交叉缠绕,使得补偿绳运动平面与棘轮平面不平行,造成补偿绳磨棘轮大轮。
五、棘轮补偿偏磨的调整
1、前期采用单一方法调整简介
(1)对棘轮出现的问题单一进行调整,方法如下:
存在的主要问题 | 对 策 | 措 施 |
平衡轮偏斜 | 水平调整 | 用卸载方式对导线线面进行调整,使平衡轮处于水平位置 |
棘轮本体偏斜 | 棘轮垂直调整 | 用紧线器和手板葫芦对棘轮补偿进行受力卸载,将偏斜棘轮本体调正 |
补偿绳缠绕错误、有交合现象 | 补偿绳缠绕调整 | 用卸载和拨线方式将其交合补偿绳拨开,使其排列整齐 |
(2)单一进行调整后,部分棘轮补偿再次出现偏磨原因分析
对12组偏磨棘轮采用竖轴调整法调 整后此次复查发现再次出现8组偏磨,分析原因为当时采取单一调整法,没有采取卸载法、拨线法、竖轴调整法相结合的方式,导致部分棘轮偏磨没能完全调整到位。应采取采取结合法再次进行调整。
2、采取结合法调整棘轮补偿的步骤
根据上述循环论证,确定并实施棘轮补偿偏磨整治方案:
(1)设备/机具:
激光测量仪、力矩扳手、钢卷尺、水平尺、手扳葫芦、紧线器、钢丝套子、温度计、手锤、棉纶绳、单滑轮、大扳手、改锥、角度仪、工具包等。
(2)材料:
肩架螺栓、螺帽、双环杆、黄油、开口销、楔子、Ø1.6绑线、补偿绳、钢线卡子等。
(3)技术资料:
补偿装置安装图纸、安装曲线表
(4)调整方法
①卸载调整法
②竖轴调整法
③拨移补偿绳缠绕位置法
(5)整治施工的具体步骤
① 针对以往采取单独方法调整效果不佳以及反复分析此次采取三种调整方法相结合的整治方式对偏磨棘轮进行调整。
② 在支柱或棘轮框架上安装钢丝套子,在导线或承力索平衡轮前端安装紧线器并用相应张力的手板葫芦将其连接。
③ 在坠砣杆上安装紧线器,框架上安装钢丝套子,用相应的手板葫芦将其连接。
④ 收紧平衡轮处的手板葫芦,使其稍微受力;收紧坠砣杆处的手板葫芦,使整个棘轮完全卸载。
⑤ 松开棘轮竖轴下方与底座连接的螺栓,用手锤敲击竖轴与底座连接的部位,在敲击过程中观察轮体的位置,使其处于垂直位置,同时将补偿绳拨移至棘轮内沿的中间位置。
⑥用角度仪测量棘轮的偏转角度,保证其在2°范围内。
⑦如果小轮偏磨,此时用改锥拨移在小轮沿内缠绕的补偿绳位置,使其处于沿内的中间位置,用卷尺测量小轮两侧补偿绳的距离,使其保证在80-145mm范围内。
⑧如果此时平衡轮偏斜可以将其调整至水平,如果不能调至水平使其保证在
20°范围内。
⑨将固定竖轴的螺栓按标准紧固后复测和检查棘轮补偿各部件状态,如果全部状态良好即可拆除紧线器、手板葫芦等辅助工具。
六、棘轮补偿接管建议
1、在新线开通前介入人员应对施工单位棘轮的安装工艺进行监督检查,从源头杜绝棘轮偏磨。
2、设备运营部门应对棘轮偏磨调整制定标准化作业指导书。
3、对平衡轮调整后,在运行过程中发现大部分调整效果不佳,主要原因是线索存在金属记忆。建议设计单位对平衡轮装配形式进行优化设计。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



