红塔烟草(集团)有限责任公司大理卷烟厂 671000
摘要:在软盒烟包的包装工艺中,烟包表面的透明纸在包装时的热封由热风通道的电烙铁完成,其热封后的效果“密封度”(单位Mpa,其范围为0-5Mpa),可采用专业仪器测量,密封度越高包装质量越好(工艺指标中软盒烟包密封度≥3.00Mpa为合格);电烙铁形状是制约密封度提高的重要因素,通过对电烙铁外形的设计来提高烟包密封度,以车间现有机型YB55软盒透明纸包装机为试验对象,设计了新的电烙铁,在上机试验后,结果表明新电烙铁对密封度的提升效果显著,将密封度由原来的2.86Mpa,提升到5Mpa,合格率由原来的%提升至100%,达到了工艺要求。该技术可以为软盒烟包密封度的提升方法提供支持。
关键词:软盒烟包;密封度提升;电烙铁形状;
1问题分析
1.1热封通道组成及工作原理分析
热封通道位于折叠转塔之后(如图一),叠包器1将折叠转塔输出的烟包折叠为两盒一层的双叠包形式,然后推烟器(2)将双叠包烟包推到,最间歇开合运动的热封通道中(3)。
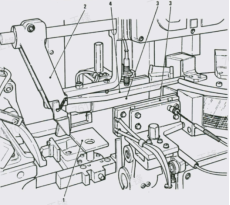
1.叠包器 2.推烟器 3.热封通道 4反衬棍
图1 热封通道结构示意图
在热封通道(3)的两表面安装有两块形状相同的电烙铁,对烟包的顶、底端透明纸的折叠搭口处(如图二)进行烙封。如果有变形的烟包,反衬棍(4)就使机器停止,由于透明纸对温度变化非常敏感,因此用一个机电装置按机器速度的变化,改变加热器与烟包接触的时间,这样在低速和高速下都能实现正常封合而不需改变加热器的温度,经过热封后的烟包,再由推烟器(2)推到下游机构。

图2 烟包顶、底端透明纸折叠搭口示意图
1.2存在问题
在实际使用过程中发现,由于原烙铁的外形为突起的长方形(如),与烟包折叠搭口(如图二)不匹配,烙封的整体面积较大,常常会出现无效烙封、烙封褶皱等现象,导致烙封后的软盒烟包密封度无法达到工艺要求,存在极大的质量隐患。

图3 原电烙铁外形示意图
小组检测了2023年1月9至1月13日,一周内5个生产班的烟包密封度(方法:分别抽取检测5天,每次为连续10包,共50包烟包,进行密封度检测并记录统计数据。)如表1结果显示:5天的50包密封度最大为3.92Mpa 最小为1.23Mpa 平均为2.53Mpa 合格烟包4包合格率为8%。
表1 2023年1月9至1月13日软盒烟包密封度统计
1月9日 | 1月10日 | 1月11日 | 1月12日 | 1月13日 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
数据 |
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
平均 | 2.53Mpa | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
2.1电烙铁外形优化设计理念
针对在的问题,由于无效果烙封和烙封褶皱是造成密封度不达标的主要原因,因此需要减少无效烙封面积和烙封褶皱,根据烟包顶、底端透明纸折叠搭口(如图二)的形状创新设计了新的电烙铁表面凸起突起形状,使其更加符合需要烙封的搭口形状,杜绝无效烙封和烙封褶皱的出现,提升烙封效果,同时在烙封前增加平整结构,使折叠搭扣处的空气在烙封前排出,以减少烙封褶皱的出现。
2.2根据优化后设计理念设计电烙铁
如图4所示一种软盒烟包电烙铁,包括底座(1)、平整面(2)、烙封面(3)、安装孔(4)等几个结构。
平整面(2)和烙封面(3)是底座(1)正面的凸起结构,安装孔(4)设置在底座(1)的背面,平整面(2)为均匀分布的横条状结构,用与平整透明纸面,可以使透明纸更加平整,烙封面(3)为异型突起结构,其形状主要匹配烟包顶、底两面透明纸折叠后的形状,可以使烙封更加平整,提高烙封效果。安装孔(4)设置在底座(1)的背面,便于装置与机架连接,同时烙封装置整体为一体式,结构简洁安装方便。


正面 背面
图4 新型电烙铁外形结构图
3应用效果
3.1试验设计
材料:“玉溪(软)”牌粗支烟,长度84mm(由云南中烟工业有限责任公司大理卷烟厂生产)。
设备:YB55小盒透明纸透明纸包装机1台(意大利GD公司生产)。
方法:测试小盒烟包在烙封后的密封度,分别抽取检测一周内共5个生产班的烟包,每次为连续10包,进行密封度检测并记录统计数据。
3.2数据分析
由表二可知在新的电烙铁投入使用后,一个周内5个生产班50包烟包的密封度均为5.00MPa,均达到工艺要求合格率100%,可见新设计的电烙铁通过外形的改变,对软盒烟包的密封度有明显提升作用,提高了软盒烟包烙封质量,满足了工艺需求。
表2 2023年2月13至2月17日软盒烟包密封度统计
2月13日 | 2月14日 | 2月15日 | 2月16日 | 2月17日 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
数据 |
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
平均 | 5.00Mpa | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
4结论
创新设计了电烙铁表面形状,通过平整面和烙封面的结合使用,改变了传统烙封方式,提高了软盒烟包密封度,解决了软盒烟包密封度不合格的问题。以大理卷烟厂在用设备YB55为对象,对采用新电烙铁热封后的软盒烟包密封度进行测试,结果表明,采用新电烙铁后,密封度由原来的平均2.53MPa提升至平均5.00MPa,合格率由原来的8%提升至100%。效提软盒烟包密封度,同时该技术可以为软盒烟包密封度的提升方法提供支持。
参考文献
[1]成大先.机械设计手册(第五版)[M].北京:化学工业出版社(13).
[2] YB55A型盒外透明纸包装机使用说明书;上海烟草机械有限责任公司,2010.
[3]朱波 关欣 毕思强等-包装工艺参数对卷烟小盒密封度的影响.《湖南文理学院学报( 三然科学版)》.2022年2期.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



