红塔烟草(集团)有限责任公司大理卷烟厂 671000
摘要:YB55包装机是行业内广泛应用的小盒烟包透明纸包装机,烟包在输送通道中向前运动的过程中,当前端烟包进入分离圆盘的分离工位时,容易发生微小的蹿动和滞后,造成烟包出现不稳定和未完全进入分离工位,导致烟包分离失败出现烟包错位夹烟的情况,存在严重质量隐患。为解决该问题,对输送通道进行设计改进,提出了一种输送通道防止烟包卡阻的半开放式模盒吸取室,在前端烟包进入分离盘的分离工位处,加装半开放式模盒吸取室,通过负压吸风将前端烟包吸住。以车间现有机型YB55小盒透明纸包装机为实验对象,统计加装输送稳定装置前后烟包卡堵频次,出现烟包卡顿的故障由31.85次/天降低到了0.3次/天,降幅达到99.06%。该技术可为生产线输送分离过程提供支持。
关键词:转盘烟包分离输送;错位卡堵;设计改进;稳定输送;
1、问题分析
1.1烟包输出转盘组成及原理分析
YB55包装机是行业内广泛应用的小盒烟包透明纸包装机,其输出转盘由双联推包装置、两端热封装置、转盘装置、剔除装置、烟包库等组成。工作原理:将已完成两端折叠和叠包的烟包进行两端热封,由双联推包装推杆将烟包从两端热封装置中推入转盘。如图1,烟包在输送通道内呈上下两层间歇向前运动,在输送通道的前端,为了将前后烟包两两分开,原设备设置了带有8个分离工位的凸耳分离盘,当前端烟包进入分离工位后,分离盘逆时针旋转后将前后烟包分离,同时将不合格烟包剔除后将合格烟包送入条盒包装机。

图1 烟包分离结构示意图
1.2存在问题
在实际的工作中发现,烟包在输送通道中向前运动的过程中,当前端烟包进入分离圆盘的分离工位时,容易发生微小的蹿动和滞后,造成烟包出现不稳定和未完全进入分离工位,导致烟包分离失败出现烟包错位夹烟的情况,存在严重质量隐患;同时出现烟包错位夹烟的情况,传统处理方法先将卡堵烟包拿出后,检查调整双联推包装置行程、两端热封装置横向位置与纵向位置、热封烙铁平行度和垂直度、两端热封装置与转盘模盒间相对位置、转盘运动路径、各工位模盒相对位置,具体流程如图2,传统方法过程繁琐、故障位置判断困难,维修效果受维修人员经验影响较大,且维修效果难以保障,需要反复多次验证。

图2 YB55输出转盘卡烟维修流程图
1.3数据分析
调查分析连续20个工作日YB55输出转盘卡烟故障出现的情况,得到如下数据图3,从图中数据可以看出,维修前平均每天出现卡烟35.7次/天;采用传统方法维修后平均出现卡烟28次/天,说明传统方法虽然有一定改善,但仍无法满足需求,存在较大改进空间。针对热封通道输出装盘传统设备缺陷,传统技术和处理方法无法满足需求,因此设计研究一种更加稳定的输出方式,降低输出转盘烟卡次数。

图3 YB55输出转盘卡烟故障统计图
2、改进方法
2.1设计思路
提出了一种输送通道防止烟包卡阻的半开放式模盒吸取室,在前端烟包进入分离盘的分离工位处,加装半开放式模盒吸取室,通过负压吸风将前端烟包吸住,杜绝前端烟包在进入分离圆盘的分离工位时,出现的蹿动和滞后,以避免出现分离失败烟包错位夹烟的情况。所述的半开放式模盒吸取室,包括负压吸风板、负压吸风孔、脚吸风管、入口导板、接近开关等几个部分构成。负压吸风板和入口导板为一体,负压吸风孔和脚吸风管相连接,脚吸风管外接负压起源,方便负压气源进入吸风室内。接近开关安装在、入口导板上用于检测烟包位置情况,以控制负压吸风在有烟包时进行供应。
2.2具体结构实施
如图4所示,图中为输出稳定装置立体模型图:包括负压吸风板(1)、负压吸风孔(2)、脚吸风管(3)、入口导板(4)、接近开关(5)。入口导板前端设置有倒角可以方便烟包的进入,负压吸风板与入口导板为直角连接,可以使烟包在运输的过程中更加稳定。
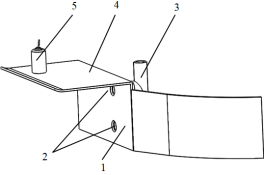

正面 背面
图4 输出稳定装置的立体图形
如图5所示,为输出稳定装置实施应用后示意图,装置安装在分离工位内,当输送通道上的前端烟包进入入口导板时,接近开关检测到烟包的存在,将信号发送到外接的负压气源电磁阀,释放负压吸风后烟包被吸住在吸取室内,由于烟包只要在吸取室内,负压吸风就一直存在,因此烟包在分离过程中是一直被牢牢吸住在吸取室内的。


图5 本输出稳定装置实施应用后示意图
如图6所示为:本输出稳定装置负压气源控制示意图。接近开关将烟包位置信号发送到电磁阀,由电磁阀对信号进行处理后实现对负压气源的开和关。

图6 本输出稳定装置负压气源控制示意图
3、应用效果
3.1实验设计
材料:“玉溪(软初心)”牌粗支烟,长度84mm(由云南中烟工业有限责任公司大理卷烟厂生产)。
设备:YB55小盒透明纸包装机1台(上海烟草机械有限责任公司)。
方法:测试使用新设计安装的输送稳定装置的效果,在输送稳定装置安装使用后,调查统计连续20个工作日的YB55输出转盘卡烟故障出现的情况,并与改进安装前数据进行对比分析。
3.2数据分析
由表1可见,在安装使用输送稳定装置之后,出现烟包卡顿的故障由31.85次/天降低到了0.3次/天,降幅达到99.06%。可见针对YB55烟包输送装置改进设计的稳定装置对降低输送过程中的卡堵故障起着很大的作用,明显降低了卡堵出现的频次,提高了工作效率。
表1 YB55输送稳定装置安装使用前后故障数据
序号 | 日期 | 维修次数 | 卡烟次数 | 序号 | 日期 | 维修次数 | 卡烟次数 |
1 | 3月7日 | 0 | 39 | 1 | 9月12日 | 0 | 2 |
2 | 3月8日 | 0 | 38 | 2 | 9月13日 | 0 | 1 |
3 | 3月9日 | 0 | 38 | 3 | 9月14日 | 0 | 1 |
4 | 3月10日 | 0 | 38 | 4 | 9月15日 | 0 | 1 |
2 | 3月11日 | 0 | 28 | 2 | 9月16日 | 0 | 1 |
6 | 3月14日 | 0 | 36 | 6 | 9月19日 | 0 | 1 |
7 | 3月15日 | 0 | 36 | 7 | 9月20日 | 0 | 0 |
8 | 3月16日 | 0 | 36 | 8 | 9月21日 | 0 | 0 |
9 | 3月17日 | 0 | 36 | 9 | 9月22日 | 0 | 0 |
10 | 3月18日 | 0 | 32 | 10 | 9月23日 | 0 | 0 |
11 | 3月21日 | 3 | 18 | 11 | 9月26日 | 0 | 0 |
12 | 3月22日 | 2 | 24 | 12 | 9月27日 | 0 | 0 |
13 | 3月23日 | 5 | 29 | 13 | 9月28日 | 0 | 0 |
14 | 3月24日 | 5 | 35 | 14 | 9月29日 | 0 | 0 |
15 | 3月25日 | 5 | 32 | 15 | 9月30日 | 0 | 0 |
16 | 3月28日 | 4 | 41 | 16 | 10月10日 | 0 | 0 |
17 | 3月29日 | 2 | 18 | 17 | 10月11日 | 0 | 0 |
18 | 3月30日 | 2 | 28 | 18 | 10月12日 | 0 | 0 |
19 | 3月31日 | 1 | 30 | 19 | 10月13日 | 0 | 0 |
20 | 4月1日 | 3 | 20 | 20 | 10月14日 | 0 | 0 |
4、结论
在根据过程分析提出的需求出发,研究设计了YB55烟包输送稳定装置,利用该装置之后,烟包在输送分离过程中微小的蹿动和滞后现象消失,烟包分离过程卡堵现象大幅度减少,提高了设备的运行效率,保障生产的同时,减少了质量隐患。以大理卷烟厂再用设备YB55为对象,对烟包输送分离过程进行测试。结果表明:在安装使用输送稳定装置之后,出现烟包卡顿的故障由31.85次/天降低到了0.3次/天,降幅达到99.06%。有效提高生产效率和生产质量,同时该技术可为生产线输送分离过程提供支持。
参考文献:
[1]成大先.机械设计手册(第五版)[M].北京:化学工业出版社(13).
[2] YB55A型盒外透明纸包装机使用说明书;上海烟草机械有限责任公司,2010.
[3]韩英杰.ZB45包装机烟包输送通道气流提升装置的应用.上海烟草机械有限责任公司,2010.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



