武汉市第二轻工业学校
摘要:操作数控车床加工时,采用何种方法控制加工精度,是技术人员需要掌握的关键技能,本文以2022年全国职业院校技能大赛,数控综合应用技术赛项样题,自行小车中的关键零件车轮的加工为例,介绍了在数控车床上加工车轮零件时精度控制的方法。同时对该方法的基本原理、具体操作和注意事项都进行了详细阐述。
关键词:数控车床;加工精度;方法
引言
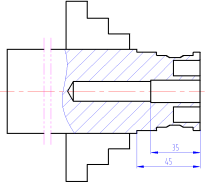
本文以2022年全国职业院校技能大赛,数控综合应用技术赛项样题,自行小车中的关键零件车轮(如图1所示)的加工为例,介绍了在数控车床上加工车轮零件时精度控制的方法。在样题中车轮零件为批量件,车轮零件加工精度控制的好坏将直接影响自行小车能否完成功能测试,行驶3m并通过2mm和4mm高的障碍,而加工车轮零件最难的是端面槽小径![]() 、同轴度的精度控制和防止车轮零件变形,所以控制好精度和防止车轮零件变形就已经成功了一大半。
、同轴度的精度控制和防止车轮零件变形,所以控制好精度和防止车轮零件变形就已经成功了一大半。
竞赛任务书要求:①根据图纸要求完成4个批量赛件的加工;②根据评分标准完成评分内容的检测;③安全文明生产。
毛坯:φ60×240mm的45钢棒料。
刀具:外圆车刀、外圆切槽刀、φ14麻花钻、φ12整体硬质合金镗刀、加工范围φ20~φ45的断面切槽刀。
量具:游标卡尺、25~50千分尺、50~75千分尺、25~50公法线千分尺、深度游标卡尺、16~20内径三点千分尺、40~50内径三点千分尺、杠杆百分表及磁力表座×2。
机床及夹具:机床型号CK6150;三爪卡盘硬爪、软爪各一副。
通过对车轮零件图纸的分析可知,主要的目的是考察学生的工艺分析、机床操作、工量刀具的选择及使用、精度控制等综合能力。

图1 车轮图样
一、车轮加工工艺及优化
1.用硬爪夹持毛坯,伸出长度不少于50mm,钻孔孔深不少于90mm,平右端面,对刀(含外圆车刀、切槽刀、端面切槽刀、镗刀);
2.粗加工外轮廓至Z-45mm处,粗加工右端内轮廓至Z-35mm处,如下所示;
一般加工工艺 | 优化后加工工艺 |
|
|
内孔 | 内孔 |
3.精加工左端端面槽,控制![]() 、
、![]() 、19±0.02精度;
、19±0.02精度;
4.精加工内孔至Z-35mm处,去除![]() 的多余部分,控制
的多余部分,控制![]() 、Ra1.6、
、Ra1.6、![]() 精度,并倒圆角和直角;
精度,并倒圆角和直角;
5.精加工外轮廓至Z-45mm处,依次控制![]() 、
、![]() 、5±0.02、
、5±0.02、![]() 、
、![]() 、
、![]() 、
、![]() 精度;
精度;
6.切断,保证工件长度40.2mm;
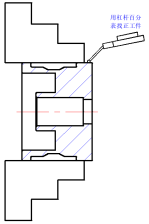
7.调头装夹,换软爪夹持![]() 外圆,找正工件,控制同轴度φ0.04精度;
外圆,找正工件,控制同轴度φ0.04精度;
一般加工工艺 | 优化后加工工艺 |
|
|
硬爪夹持不到 | 同时架上两个杠杆表,分别找正工件的同轴度和平行度找正到0.04mm内,用软爪夹持可以保证工件表面不被夹伤,夹持精度更高便于工件找正,同时找正同轴度和平行度可以有效控制同轴度和左端面相关联轴向尺寸精度。 |
8.平左端面控制40±0.02工件总长精度,粗镗内孔轮廓;
9.精镗左端内孔,控制![]() 、
、![]() 内孔径向和轴向精度,倒直角和圆角。
内孔径向和轴向精度,倒直角和圆角。
数控车床上的加工内容已完成,后续需要上铣床用软爪夹持![]() 外圆,找正工件,粗、精铣削左端内孔凹槽轮廓。
外圆,找正工件,粗、精铣削左端内孔凹槽轮廓。
二、加工方法改进
当我们刚拿到样题时加工就是按照一般加工工艺去加工车轮零件,但经过三坐标测量仪的检测发现![]() 和
和![]() 两个尺寸被夹变形,而且同轴度的精度也没得到保证,通过分析,优化加工工艺后,采用软爪夹持壁厚较厚的
两个尺寸被夹变形,而且同轴度的精度也没得到保证,通过分析,优化加工工艺后,采用软爪夹持壁厚较厚的![]() 外圆,避免工件被夹变形,采用双杠杆百分表找正工件,从而有效控制同轴度及相关轴向尺寸精度;右端的端面槽在采用一般加工工艺加工时
外圆,避免工件被夹变形,采用双杠杆百分表找正工件,从而有效控制同轴度及相关轴向尺寸精度;右端的端面槽在采用一般加工工艺加工时![]() 的尺寸也不能得到快速有效的控制,我们尝试过用针规和量块检测但需要根据端面槽大径
的尺寸也不能得到快速有效的控制,我们尝试过用针规和量块检测但需要根据端面槽大径![]() 尺寸的加工结果,在根据所用到的针规和量块计算得出
尺寸的加工结果,在根据所用到的针规和量块计算得出![]() 的实际尺寸,而且效果和速度都不理想,工艺优化后采用先将
的实际尺寸,而且效果和速度都不理想,工艺优化后采用先将![]() 延长至最右端面,然后在使用公法线千分尺直接测量
延长至最右端面,然后在使用公法线千分尺直接测量![]() 尺寸,便可以快速有效的控制
尺寸,便可以快速有效的控制![]() 的尺寸精度。
的尺寸精度。
三、方法原理简述
采用软爪夹持工件来加工,从而实现车轮的同轴度和尺寸精度控制。我们若采用硬爪加铜皮的装夹方式来加工,工件的同轴度很难找正和保证,还很容易夹伤已加工表现,采用单杠杆百分表不利于找正工件,虽然找正了同轴度,但是工件的轴向是一定存在窜动的,若不消除轴向的窜动,那跟左端面相关联的轴向尺寸精度都不能有效的得到控制。关于端面槽小径尺寸![]() 的精度控制,原理就是通过实践并记录加工用时、测量的难易程度和测量用时,取其最优方案,在加工过程中直接测量法肯定胜于其他测量的法的,但是要能熟练的编排加工工艺,编排优秀的加工工艺是前提。如果说尺寸精度和同轴度都没得到有效的控制,工件不被夹变形不能得到保证,那当车轮装配到自行小车上时就会影响自行小车的行驶,比如会出现跑偏、影响车速、行驶中震动等问题。
的精度控制,原理就是通过实践并记录加工用时、测量的难易程度和测量用时,取其最优方案,在加工过程中直接测量法肯定胜于其他测量的法的,但是要能熟练的编排加工工艺,编排优秀的加工工艺是前提。如果说尺寸精度和同轴度都没得到有效的控制,工件不被夹变形不能得到保证,那当车轮装配到自行小车上时就会影响自行小车的行驶,比如会出现跑偏、影响车速、行驶中震动等问题。
四、结语
数控车床加工中,控制尺寸精度的方法很多,但都是介于熟悉数控车床操作,量具的使用,加工工艺的编排,往往同一个形状的零件由于某一个尺寸的改变,他的加工顺序和测量方法都需要从新制定,所以数控车床加工精度控制的方法是非常值得我们不断地研究探索。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号