颐中(滕州)实业有限公司 滕州 277599
摘 要:圆周、压降、圆度、长度等是评价成品滤棒产品质量的重要物理指标。滤棒质量的的好坏直接决定了卷烟卷制质量的评价结果,其中压降作为滤棒主要物理指标,其稳定性将直接影响卷烟烟支的产品质量。
关键词:滤棒;压降;稳定性;
1 问题陈述
通过对公司近年来在制各牌号滤棒成品质量的在线抽检结果分析,发现目前各牌号滤棒的成品质量检验物理指标存在较大差距,其中ZL26C型成型机在制滤棒的成品质量抽检物理指标的压降存在多次超标情况。在同一个统计周期内,ZL26C型成型机的成品滤棒压降超标支数较其他机型高出近10支。而成品滤棒的压降一旦出现较大波动,将对同批次的卷烟烟支质量产生较大影响,为了有效解决滤棒成品质量问题,首先针对滤棒压降超标、波动大这一问题进行重点研究。
2现状调查
当前公司车间采用的是两班制生产,为确定ZL26C型成型机两班生产的滤棒压降数据差异情况,小组成员在4月1日-4月16日10个工作日期间,抽取了甲、乙两个工段总计20个班次的滤棒压降数据,按照每批次30支,每班抽取10次统计滤棒压降值:
甲工段ZL26C型成型机抽取滤棒压降值(单位:Pa)
班序\批次 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
1 | 2936 | 2797 | 2889 | 2948 | 3037 | 3106 | 2933 | 2935 | 3105 | 2944 |
2 | 2955 | 2771 | 2843 | 2822 | 2756 | 2836 | 2914 | 2850 | 3134 | 2823 |
3 | 2892 | 2866 | 3135 | 3123 | 2833 | 2847 | 3001 | 2834 | 3016 | 2698 |
4 | 2873 | 2940 | 2722 | 2946 | 3079 | 2878 | 2946 | 2971 | 2684 | 2753 |
5 | 2906 | 2981 | 2872 | 2834 | 2783 | 2889 | 3114 | 2996 | 2708 | 3095 |
6 | 3108 | 2865 | 2996 | 2734 | 2758 | 2784 | 2721 | 2890 | 2956 | 2787 |
7 | 3093 | 2924 | 3097 | 2695 | 2949 | 2951 | 2848 | 3133 | 2759 | 2838 |
8 | 3011 | 3002 | 2820 | 3064 | 3060 | 3053 | 2982 | 2900 | 2746 | 2833 |
9 | 3062 | 2920 | 3087 | 2950 | 3041 | 2956 | 3051 | 2859 | 2990 | 2872 |
10 | 2804 | 3066 | 2906 | 2726 | 2927 | 2756 | 2827 | 2842 | 3012 | 2708 |
乙工段ZL26C型成型机抽取滤棒压降值(单位:Pa)
班序\批次 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
1 | 3006 | 2931 | 2845 | 3035 | 2977 | 2920 | 2809 | 3067 | 3110 | 2788 |
2 | 3050 | 2759 | 2888 | 2789 | 2944 | 2935 | 2688 | 2916 | 2683 | 3006 |
3 | 2754 | 2956 | 2807 | 2881 | 2959 | 3097 | 2834 | 2981 | 2733 | 2817 |
4 | 2866 | 3078 | 2712 | 2965 | 2775 | 3045 | 2990 | 2843 | 2765 | 3060 |
5 | 2977 | 2870 | 3002 | 2977 | 2964 | 2905 | 2764 | 2754 | 2846 | 2795 |
6 | 2849 | 2914 | 2798 | 2976 | 3040 | 2864 | 3062 | 2997 | 2935 | 3000 |
7 | 2970 | 2785 | 2947 | 2787 | 3049 | 2797 | 2973 | 2897 | 2992 | 2782 |
8 | 2932 | 2875 | 2987 | 2933 | 2928 | 3019 | 2910 | 2918 | 2863 | 2715 |
9 | 2860 | 2756 | 2847 | 2957 | 3015 | 2953 | 2911 | 2737 | 2868 | 2928 |
10 | 3029 | 2832 | 2719 | 2962 | 2931 | 3036 | 2992 | 2962 | 2935 | 2825 |
通过统计以上数据,运用Minitab进行过程能力分析,发现两个班次ZL26C型成型机在制滤棒班次间差异较小,排除外部干扰。之后通过类似的方法,横向对比不同机型在制滤棒的压降差异,发现ZL26C型成型机的滤棒压降Cpk较低,而引起Cpk较低的主要原因是标准偏差值较大。
3原因分析
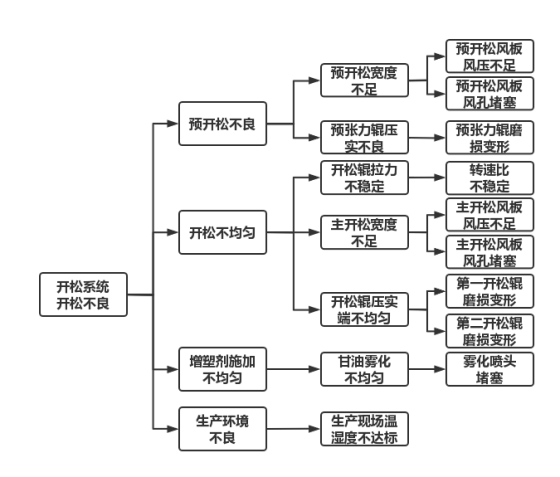
通过头脑风暴法,车间维修组对影响ZL26C型成型机开松系统开松不良的各种原因进行分析,并绘制树图,最终得到10条末端因素,根据要因确认,最终小组得到影响开松系统开松不良的原因是预张力辊磨损变形。
原因分析树图
4对策制定及措施执行
针对预张力辊磨损变形这一要因,车间维修组计划使用不同材质的预张力辊,进行磨损测试,进而挑选出最佳材质的预张力辊,确保目标实现。根据ZL26C型成型机的预张力辊的特点,其钢辊和橡胶辊在相互接触的过程中进行丝束预开松作业,根据维修工工作经验,可以预料的是橡胶辊的磨损相对钢辊来说更严重。然而,与第一、第二开松辊相比,开松辊为主动辊,预张力辊为被动辊,被动辊的受力均匀性较差,因此易出现磨损。通过拆卸预张力辊,小组成员发现预张力辊的橡胶辊磨损严重,因此,小组成员针对橡胶辊磨损的问题,为了保障预开松效果,考虑采用耐磨的材料。小组成员根据设备上常用的几种材料,选择了橡胶、钢制、铝合金、聚四氟乙烯四种材料,通过将除橡胶、钢制外的两种材料加工制作成代替预张力辊中橡胶辊的辊子,进行10个工作日的强度测试,每个工作日结束后进行辊子平均直径测算,直接测算以辊子中心为测试起点,向两面等距测量15个点,总计计算30个不同位置的辊子直径,与橡胶辊、钢辊进行对比,最终根据实验结果,选择钢制压辊。
5效果检查及验证
对策实施后,车间维修组对当前丝束开松的标准偏差进行统计分析,发现目前ZL26C型成型机的压降标准偏差由4.863降低至1.960,同时滤棒压降稳定性指标Cpk也由改进前的0.67提升到改进后的1.13,自此ZL26C型成型机滤棒压降的稳定性得到了有效改善,为卷烟卷制工序提供了优质成品滤棒。
参考文献
[1]孔志礼,冷兴聚,魏严刚.机械设计[M].沈阳:东北大学出版社,2020.
[2]提高ZL22机组滤棒吸阻稳定性的方法[J]. 刘凯;盛敏;王聪.设备管理与维修,2017(04)
[3]基于滤棒质量的KDF2成型机开松辊改造设计[J]. 余宝意;毛思睿.设备管理与维修,2019(19)

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



