中车唐山机车车辆有限公司 河北省唐山市 064000
摘要:天津地铁5号线侧墙门扣铁与底架边梁孔内角焊(4mm+3mm+4mmm ,φ25),一直采用钨极氩弧焊(TIG)进行焊接,采用TIG焊焊接速度慢,一个成手焊工焊接单面侧墙(4个门扣铁)时间在8小时左右,且热输入大,焊后变形大,并对焊工的操作技能要求较高,易产生夹钨、咬边等缺陷,严重影响着焊接质量,严重制约着天津地铁5号线的生产进度。改变现状,采用焊接效率高的熔化极活性气体保护焊(MAG),通过控制焊缝成形,在保证焊缝美观、质量无缺陷的同时大大提高了焊接速度。
关键词:天津5号线 侧墙门扣 焊接方法优化
正文:
天津地铁5号线侧墙门扣铁与底架边梁孔内角焊为门扣铁(板厚4mm ,φ25)加垫板(板厚3mm ,φ25)和边梁(板厚4mm)进行全位置孔内角焊,焊脚尺寸要求为Z7。焊缝为外漏保留焊缝,因此,焊缝的外观至关重要。如图1所示。
![]()

图 1
2. 脉冲MAG连弧焊接
由于不锈钢特殊的物理化学性能,与碳钢比,具有电阻率高、线膨胀系数大、热导率低的特点。因此,不锈钢焊接时,熔池粘性大,尤其是在进行直径大于19mm,板厚大于4mm的孔内角焊时,熔池下坠严重,焊缝严重氧化,焊接质量难以保证。由于为全位置孔内角焊,起弧后,焊工需不停变化焊枪的角度,以保证焊缝根部熔透,纯手工操作难以及时变化焊枪角度,焊接至焊缝上侧时,焊枪角度不能及时扭转过来,导致焊缝上侧向内翻卷,外观不能满足ISO5817标准要求,且金相检验时焊缝根部未熔合,从而难以保证焊接质量,严重威胁着地铁的行车安全。因此,采用此方法难以满足生产。
![]()
![]()

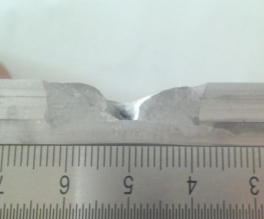
图2 图3
3.TIG焊接
采用TIG焊接,焊缝为2层2道的形式,焊脚尺寸为Z7,焊接电流为150A。由于TIG焊接为明弧操作,因此,容易保证焊缝质量,但却存在严重的缺点。在DK126项目车体焊接时,采用TIG焊接,焊工焊接单侧时间为8小时左右,两个焊工同时作业需占用一个班次的时间。在这个时间里,其他人几乎为停产时间,造成了人力的严重浪费。由于采用多层多道的焊缝形式,对焊工操作要求高,焊工不能及时变换焊枪角度,易导致咬边,未填满等缺陷;焊接时间长,焊工劳动强度大,对焊工体力是严峻的考验;焊接速度慢,焊接电流大,因此热输入较高,容易导致边梁焊洇,影响底架的强度。采用TIG焊接,在焊接完成半小时后测试焊缝温度为52.2℃。
![]()
![]()


图4 图5
在天津地铁5号线加速推进提升产量的今天,采用TIG已经完全不能满足提能的需求,严重制约着项目的进展。因此,必须通过改进,采用半自动化焊接的熔化极气体保护焊——脉冲MAG断弧焊。
4脉冲MAG断弧焊
脉冲MAG断弧焊是通过控制电弧的不断燃弧和灭弧的时间以及运枪的角度来控制熔池形状、熔池温度以及熔池中液态金属厚度的一种方法。
采用脉冲MAG断弧焊可以更好的控制熔池,从而控制焊脚尺寸,克服了不锈钢焊接时熔池粘性大不易摊开的困难,避免了由于熔池温度过高而引起的焊缝严重氧化及下坠的缺陷,从而改善焊缝成形,保证焊缝的美观和内部质量;焊接速度快,热输入量低,焊后变形小,焊接结束半小时后测试焊缝温度为43.6℃。由于采用断弧法,焊工可以有更多的时间去调整焊枪角度,从而保证焊缝每个部位的熔合,保证焊缝的饱满,不咬边。在焊接完成后,对焊缝进行外观检测、酸洗、渗透检测、金相检测,均合格。
![]()
![]()


图6 图7
![]()
![]()

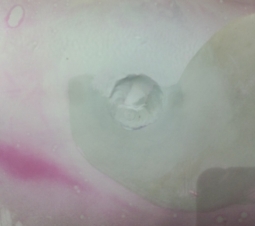
图8 图9
断弧焊的操作要领:断弧与起弧间隔时间极其短暂(不超过1秒钟),因此动作一定要迅速,如果熔池冷却时间过长(熔池呈暗红色),再起弧,相当于重新起弧,焊道极有可能产生未熔合缺陷。另外,两熔池间距不易过大,要使相邻两熔池相叠,形成密鳞片状,否则会使焊缝脱节,外观成型不够美观。
在组织焊工进行焊接此工作试件的过程中,采用脉冲MAG断弧焊焊接,效果明显,焊工焊接试件简单,易接受,通过率高,节约了试板用料,。需值得一提的是,为保证焊接质量的可靠性,在焊接每个孔的每一侧后,焊接另一侧前,须对焊缝的起弧处和收弧处进行打磨,以保证孔内每一处根部的熔透。
![]()
![]()

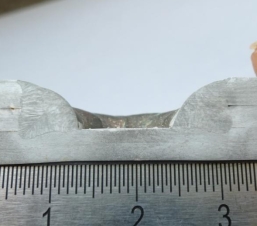
图10 图11
5.脉冲MAG断弧法在不锈钢车体上的应用
通过焊接工艺的改进,和在大量实验论证的基础上,采用脉冲MAG断弧焊具有工作效率高、质量稳定、焊后变形小等优点,节约了制造成本,提高了生产效率。天津地铁5号线侧墙门扣铁与底架边梁孔内角焊共144个孔 ,全部改为采用脉冲MAG 焊接后,相比于采用TIG焊接大大提高了焊接速度,每辆车节省时间7小时左右,提高了生产速度;快速的焊接,使班组的人力资源得到了充分的利用;降低了焊工的劳动强度,改善了焊工的工作条件。


图12脉冲MAG断弧法在不锈钢车体上的应用
6.结论
采用焊接效率高的熔化极活性气体保护焊(MAG),大大提高了焊接速度和生产效率,由原来的一个焊工采用TIG焊接单面侧墙的8小时,降为1小时左右,节省时间7小时左右,提高生产效率近一个班次。采用MAG焊焊接,降低了焊工的劳动强度,且对焊工操作技能的要求大大降低,焊接质量更有保证,焊缝更加饱满美观,避免了TIG焊接由于焊脚不够而导致的重新盖面焊接的问题,降低了热输入,减小了变形量,保证了车体的质量。
参考文献:
[1]姜澜.王炎金,王字新.等.高速列车用6005A铝合金焊接接头组织与性能研究[J].材料与冶金学报,2002,1(4):302-306
[2]王陆钊,姚肖洁,田忠利,钮旭晶,褚宏宇.铝合金车顶MIG自动焊技术及跟踪系统应用[J].焊接,2015,1:48-51
[3] 周万盛,姚君山.铝及铝合金的焊接[M].北京:机械工业出版社.2006.448—449.
[4]聂丽丽,唐衡郴,邹侠铭,李会,王静宇.动车组铝合金地板自动焊焊接工艺研究[J].热加工工艺,2013,3(42):156-159
[5]刘春宁,唐衡郴,王陆钊,尹德猛,田忠利,褚宏宇.轨道车辆用铝合金自动焊搭接接头裂纹研究[J].电焊机,2011,11(41):39-43
[6] 张宏伟.铝合金常见焊接缺陷分析[J].轻合金加工技术,2010(1):53—55.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



