吉林航空维修有限责任公司心
摘要:由于军机的特殊性,目前只有结构复杂、不可拆卸的导管,在飞机制造和修理过程中,允许在机上进行高频感应钎焊,其他焊接方法从未应用。本文通过对某型军机进气道隔板支座裂纹修复展开工艺研究,结合焊接试验,制定合适的实施方案,进行机上焊接修复。结果表明,机上焊接焊缝质量良好,未发生焊接缺陷,节省修复周期,保证正常生产计划。
关键词:进气道、机上焊接、裂纹
1 概述
公司主要负责各型军机大修及外场维护任务,在试飞和外场维护过程中,经常会检测到机上裂纹,如按常规排故方式需进行大量的拆卸工作,工作量大、周期长,严重影响大修周期和部队的正常训练,如采用机上焊接方法进行修理,虽能解决上述问题,但存在安全隐患。试飞和外场使用的飞机机上都有大量电子机载设备和残油或死油,无任何资料说明机上焊接时,电流是否会对电子机载设备的灵敏度产生干扰和引起火灾或爆炸等隐患,处理不当,将严重威胁着航修人的生命安全和国家财产。本文通过对某型军机试飞前期发现的进气道隔板支座裂纹故障展开工艺研究,通过焊接试验,选择出合适的焊接参数和相应措施,制定机上焊接工艺,用于指导机上焊接修复。此裂纹处于某型飞机右侧进气道内隔板支座焊缝中(见图1),材料为LY12。LY12是一种高强度硬铝,可进行热处理强化,经过热处理后,有较高的强度。LY12具有良好的塑性成形能力和机械加工性能,能获得多种类型的制品,是航空工业使用最广泛的铝合金之一。LY12在高温下软化倾向小,可用作受热部件,LY12电阻点焊焊接性能良好,熔焊时有晶间裂纹的倾向。
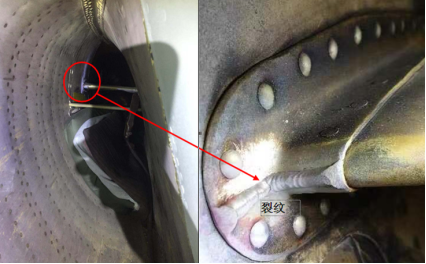
图1
2 试验材料与方法
2.1 试验材料
由于军机的特殊性,避免多次实施焊接影响材料的机械性能,机上焊接修理必须保证一次成功。因此选择与进气道隔板支座焊缝相似的对接焊缝进行试验,试验所用材料选用与进气道隔板支座材料等厚、同热处理状态的LY12板材试片,厚度为1.5mm,长度为300mm,宽度为100mm。其化学成分如表1所示,力学性能如表2所示。由于图纸图样中未规定所用焊丝牌号,考虑到焊缝的强度、塑性、抗裂性和耐腐蚀性等,应按与母材同牌号或低于母材强度且与母材金属成分相近的原则进行选取,因此选用填充材料牌号为LT1的焊丝,化学成分如表3所示。
表1 LY12化学成分(质量分数)
%
Si | Cu | Mg | Mn | Fe | Ni | Zn | Fe+Ni | Ti | 其他 | Al | |
单个 | 合计 | ||||||||||
0.5 | 3.8~4.9 | 1.2~1.8 | 0.3~0.9 | 0.5 | 0.1 | 0.1 | 0.5 | 0.15 | 0.05 | 0.10 | 余量 |
表2 LY12力学性能
抗拉强度MPa | 屈服强度MPa | 伸长率% |
405 | 270 | 13 |
表3 LT1化学成分
%
Si | Cu | Mg | Mn | Fe | Zn |
4.5~6.0 | 0.20 | — | — | 0.60 | 0.10 |
2.2 试验方法
焊接采用钨极惰性气体保护焊方法进行焊接,电流密度大,热量集中,熔敷率高,焊接速度快。试验用的焊接设备为Panasonic YC-300WX4交直流两用氩弧焊焊机,采用交流进行焊接,单面焊双面成型。熔宽c在4~10mm内,焊缝余高h1不大于1.5mm,h2不大于2.0mm。
焊前对试片进行清理,试验采用机械清理的方法,用刮刀、钢丝刷或其他类似的方法进行清理,焊接区的清理宽度不小于20mm。清理后至焊接时间不超过4h。
依照铝合金手工钨极氩弧焊修理工艺规程选出焊接参数,根据设备情况适当修改焊接电流,对3组试片进行焊接,焊前用丙酮溶液擦拭焊接区域。对应试片编号记录的焊接工艺参数,如表4所示。
表4 焊接工艺参数
试片编号 | 材料厚度 mm | 焊丝直径 mm | 焊接电流 A | 气体流量 L/min | 喷嘴直径 mm | 钨极直径 mm |
1# | 1.5 | 2.5 | 60 | 6 | 8 | 2.5 |
2# | 1.5 | 2.5 | 65 | 6 | 8 | 2.5 |
3# | 1.5 | 2.5 | 70 | 6 | 8 | 2.5 |
3 试验结果与分析
3.1 焊缝外观检查
用不大于10倍的放大镜进行目视检查,检查结果为:3组试片焊缝表面均未发现裂纹、未焊透、咬边、未融合等缺陷,1#试片、2#试片熔宽、焊缝余高均在要求范围内,3#试片部分区域余高超出规定范围。2#试片焊缝鱼鳞纹较为均匀。
3.2 焊缝无损检测
依据Q/SXK61《铝及铝合金手工钨极氩弧焊质量检验》对3组试片分别进行X射线探伤,检查焊缝内部质量,1#试片在检测图像中间位置显现一圆点缺陷,为气孔缺陷,3#试片检测图片出现光亮区,经与实物比对,是由于焊接过程中送丝不均匀造成的余高偏低,2#试片检测图像未显示任何缺陷,符合HB5363《焊接工艺质量控制》中规定的Ⅰ级焊缝。
3.3 焊接接头硬度检测
本次试验采用洛氏硬度计对3组试片进行硬度检测,以熔合线为硬度测量起点,向母材方向开始测量,每隔5mm测量一点,测量结果如表5所示。
表5 硬度检测值 HRB
序号 | 第一点 | 第二点 | 第三点 | 第四点 | 第五点 | 第六点 | 第七点 |
1# | 65 | 61 | 53 | 41 | 54 | 63 | 66 |
2# | 65 | 59 | 54 | 42 | 53 | 58 | 67 |
3# | 64 | 58 | 52 | 39 | 49 | 56 | 62 |
由测量结果可知,从焊缝到母材方向,热影响区硬度最低,焊缝硬度略低母材硬度;从工艺参数分析,焊接电流过大,热影响区越宽,硬度越低,软化程度越严重。
3.4 焊接接头的力学性能
每组试片截取拉伸试样3件,分别标记1#、2#、3#,按照HB5143《金属室温拉伸试验方法》在拉伸试验机上对试件进行拉伸试验,拉伸试样均断在热影响区,抗拉强度见表6。
表6 焊接接头力学性能
抗拉强度MPa | ||||||||
1# | 2# | 3# | ||||||
371 | 370 | 369 | 375 | 376 | 370 | 371 | 370 | 365 |
370 | 373.7 | 368.7 | ||||||
注:1#、3#接头断裂于熔合区,2#接头断裂于热影响区。 | ||||||||
由拉伸试验结果可知,2#试片接头强度最高,1#试片接头强度高于3#试片接头强度。焊接1#试片时,由于焊接电流小,焊接速度慢,焊接热输入量反而比焊接2#试片时增加;焊接3#试片时,焊接电流大,热输入量大,致使焊缝宽、热影响区增大,影响接头强度。
3.5 实验结论
按上述实验数据可知,LY12合金的接头强度与焊接工艺参数有直接关系,其中最主要是焊接电流,焊接电流越大,热影响区越大,接头强度越低,因此本次机上焊接最佳焊接参数应选取成形最好的2#试片的焊缝接参数,如表7所示。
表7 机上焊接参数
材料厚度 mm | 焊丝直径 mm | 焊接电流 A | 气体流量 L/min | 喷嘴直径 mm | 钨极直径 mm |
1.5 | 2.5 | 65 | 6 | 8 | 2.5 |
4 机上焊接实施
4.1 焊前准备
焊接作业现场与贮存易燃、易爆液体或气体的容器要有足够的安全距离,防止爆炸事故发生。飞机附近放置专用灭火器备用,防止火灾的发生。将机上所有油箱盖盖紧,隔绝空气。将飞机用钢索与地连接,并在接地处洒水进行润湿,使机身、接地线与地面处于良好导通状态。为防止焊接过程中焊接电流对机上电子元器件造成影响,考虑电流特性,将氩弧焊机地线接在与裂纹最近处的支板上。检查地线与机身接触是否牢靠,防止虚接,产生火花,损伤基体结构。用专用工具将裂纹剔除,对其周围20mm范围内进行打磨,露出金属光泽,用脱脂棉蘸取丙酮对其部位擦拭,待其挥发干净后,用石棉网对周围区域进行遮挡防护。
4.2 焊接实施
按表7中的焊接参数对焊机进行参数设置,完成设置后,焊工钻入进气道,调整好位置,然后在裂纹前端10mm处起弧进行焊接,避免焊接缺陷产生。
4.3 机上检测
按照Q/SXK61《铝及铝合金手工钨极氩弧焊接头质量检验》进行外观检查,焊缝成型美观,表面无凹陷、弧坑等缺陷。焊缝经X射线探伤,未发任何缺陷,符合航空产品大修中的质量要求。
4.4 焊后处理
将焊接区域打磨光滑,对裸露金属表面涂阿洛丁1200氧化液,使其表面氧化,形成保护膜。所有工作完成后,派专人对飞机进气道进行多余物检查,避免遗留多余物,在试车时将发动机打伤。相关特设专业人员对该架次飞机进行整机通电调试,各仪表显示均正常,无任何问题,证明焊接电流不影响机载设备性能。
5 结束语
本文采用机上焊接的方法排除飞机零件裂纹故障,充分考虑了该架次飞机本身的特殊情况以及实施焊接可能对飞机造成的不利影响,通过工艺试验确定了最佳工艺参数,并通过危险因素隔离、飞机及焊接设备接地等措施,保证了焊接实施过程的安全,获得了合格的焊接质量,未对机体结构造成损伤,未发生火灾事故,未对机载设备产品造成影响。
通过对机上焊接的工艺研究,确定了机上焊接对机上机载设备无影响,解决了生产技术难题,节省排故时间,保证正常的生产进度,且该架次飞机进气道隔板支座在后期试飞及部队训练中,未发现任何质量问题。通过此次的实验验证,机上焊接对以后各型飞机部件修理具有重要参考意义。
参考文献:
[1]李荣雪主编 金属材料焊接工艺[M].北京:机械工业出版社,2011;
[2]中国航空材料手册(第2版)第3卷,铝合金、镁合金[M].北京:中国标准出版社,2001.12;
[3]航空弧焊技术[M].航空工业出版社。2014.5;
(张永超,本科/工程师,690637472@qq.com)

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



