(中车株洲电力机车有限公司 湖南株洲 412001)
摘要:为提升老旧CO![]() 激光切割设备的切割质量,本文以非切割参数类影响因素为研究对象,系统研究了多种因素对老旧CO
激光切割设备的切割质量,本文以非切割参数类影响因素为研究对象,系统研究了多种因素对老旧CO![]() 激光切割设备的切割质量的影响,明确了主要影响因素并给出相应提升切割质量的方法。
激光切割设备的切割质量的影响,明确了主要影响因素并给出相应提升切割质量的方法。
关键词:CO![]() 激光;切割质量;老旧设备;影响因素
激光;切割质量;老旧设备;影响因素
1引言
激光切割具有切割速度快、生产效率高、热影响区较小的特点,可分为光纤激光切割与CO![]() 激光切割[1-3]。本文以老旧CO
激光切割[1-3]。本文以老旧CO![]() 激光切割设备的非切割参数类影响因素为研究对象,包含透镜镜片状态、使用气体纯度、编程软件、设备切割精度、支撑条状态,探索各影响因素对切割质量的实际影响,给出相应提升切割质量的方法,达到提升CO
激光切割设备的非切割参数类影响因素为研究对象,包含透镜镜片状态、使用气体纯度、编程软件、设备切割精度、支撑条状态,探索各影响因素对切割质量的实际影响,给出相应提升切割质量的方法,达到提升CO![]() 激光切割设备的切割质量的目的。
激光切割设备的切割质量的目的。
2 试验条件与方法
本文使用的设备为通快CO![]() 激光切割机床,配置了4000W的激光发生器。试验中使用材料为低温压力容器用钢板16MnDR。
激光切割机床,配置了4000W的激光发生器。试验中使用材料为低温压力容器用钢板16MnDR。
应用上述设备和材料进行多因素切割质量对比试验。针对非切割参数类影响因素进行试验或长期跟踪,通过切割质量对比可知各因素的影响情况。
3 试验过程及结果分析
3.1 透镜镜片对切割质量影响
本文试验以全新透镜镜片为试验跟踪对象,跟踪记录每周维保前后透镜状态与切割状况,直至该镜片报废无法使用。对比镜片状态及切割质量如表1,设备维保前后对应切割质量如表2.
表1
镜片状态 | 跟踪对象图片 |
新镜片 |
|
| |
报废前 |
|
|
表2
维保关系 | 跟踪对象图片 |
透镜维保前 |
|
| |
透镜维保后 |
|
|
分析:
①使用新透镜时,切割断面无缺陷,使用其他状态的透镜时,零件切割断面基本存在缺陷。
②随透镜使用时间增加,透镜表面划痕逐渐增多,污垢逐渐沉积且清理难度加大,激光切割断面缺陷增多,光洁度下降,切割质量总体呈下滑趋势,偶发性的激光切割断面质量不足的问题增多。
④经过维保去除透镜表面污垢,减轻杂质在透镜表面沉积程度,减弱镜片损伤程度,能有效增加透镜使用寿命。
⑤在做好透镜日常维保情况下,并相应调试参数,断面切割质量能处于稳定交付状态。
针对以上情况,要求维保人员在洁净无风的场所,固定每周进行1次透镜维保,并根据零件切割状态,不定期进行透镜维保。并在严格遵守厂家推荐镜片维保操作的基础上,要求在维保前后转运时,迅速使用胶带密封夹套开口位置,防止透镜暴露在空气中收到污染,尽可能保护透镜。
3.2 编程软件对切割质量影响
通快公司CO![]() 激光切割机的设备自带编程软件为Tops100。记录相同切割参数时,使用Tops100编程软件与其他编程软件分别切割样件,样件质量对比见图1.
激光切割机的设备自带编程软件为Tops100。记录相同切割参数时,使用Tops100编程软件与其他编程软件分别切割样件,样件质量对比见图1.


图1
(上为Tops100编程软件下料零件,下为其他编程软件下料零件)
通过切割样件发现,Tops100编程软件切割零件的拐角处无明显缺陷,其他编程切割零件的拐角处存在明显缺陷,具体为拐角处存在三角形凹坑。
分析:拐角处切割头减速,但其他编程软件后置气压、功率等参数未减小,导致拐角区域热量集中,从而钢板过热熔化,编程软件适配性不足,导致切割质量存在差异。
针对以上情况,需联系相关公司软件工程师优化并提供程序,核查拐角处的缺陷产生的具体原因,优化使用编程软件。
3.3 气体纯度对切割质量影响
按通快激光切割设备要求,氧气纯度应达99.95%。试验前,检测CO![]() 激光切割使用管道氧气纯度,检验纯度为99.2%。
激光切割使用管道氧气纯度,检验纯度为99.2%。
本文试验时,在其他因素不变的情况下,使用管道氧气与纯度为99.99%的瓶装氧气进行样件切割,对比样件断面质量,样件对比见图2。

图2
(上为99.9%氧气纯度下料样件,下为99.2%氧气纯度下料样件)
通过切割样件发现,氧气纯度为99.2%时,切割质量差,断面存在大量缺陷;氧气纯度为99.9%时,切割质量良好。
分析:氧气纯度不足时,激光切割光束不稳定,导致激光切割断面出现大量缺陷,致使切割质量不良。
针对以上情况,提升使用氧气纯度至设备使用要求,可提升激光切割质量。
3.4 设备精度对切割质量的影响
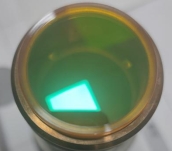
本文试验时,在其他因素不变的情况下,使用激光工作台中心进行划线,并进行样件切割。使用划线图案见图3,切割状态见图4。
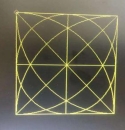
图3

图4
划线后测量尺寸,判定划线图案尺寸正确,划线的轮廓线稳定、无跳动、无波动, X、Y轴运动精度、重复定位精度、稳定性无问题。
针对以上情况,判定设备精度无问题,但切割断面仍存在大量缺陷,证明设备精度主要影响零件尺寸,对切割质量无明显影响,为非决定性影响因素。
3.5 支撑条状态对切割质量的影响
本文试验时,在其他因素不变的情况下,使用全新支撑条与表面存在大量熔渣的支撑条分别进行样件切割。切割后对比样件断面质量。样件对比见图5。

图5
(上为全新支撑条下料样件,下为带大量熔渣支撑条下料样件)
对比使用全新支撑条与表面存在大量熔渣的支撑条所下料样件,发现切割质量无明显区别,证明支撑条状态对切割质量无明显影响,为非决定性影响因素。
4 结语
本文研究了透镜镜片状态、使用气体纯度、编程软件、设备切割精度、支撑条状态
对CO![]() 老旧设备切割质量的影响,并作了分析。主要结论如下:
老旧设备切割质量的影响,并作了分析。主要结论如下:
(1)CO![]() 激光切割过程中,透镜镜片状态对切割质量影响大,透镜镜片状态越好,切割质量越好,应规范镜片维保,提升透镜镜片状态;
激光切割过程中,透镜镜片状态对切割质量影响大,透镜镜片状态越好,切割质量越好,应规范镜片维保,提升透镜镜片状态;
(2)编程软件适配性高时,能得到较好切割质量,应增强编程软件与设备适配性;
(3)气体纯度对切割质量影响较大,气体纯度满足设备要求时,能得到较好切割质量,应提升气体纯度至设备要求纯度;
(4)支撑条状态与设备精度情况,对切割质量影响小;
参考文献
[1]姚志远.6mm厚Q235钢CO2激光切割的质量控制.机械管理开发[J],2015.10(30):39-41.
[2]李日步.低碳钢厚板CO2激光切割工艺研究[D].华中科技大学.2013
[3]魏言峰.厚板碳钢万瓦级功率激光切割机理与工艺研究[D].华中科技大学.2021

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号