[陕西法士特齿轮有限责任公司 西安710077]
【摘要】本文笔者主要研究利勃海尔滚齿机齿向自由修形的原理,确定了齿向自由修形的程序编制方法,通过设置支撑点和偏差值来进行齿向编辑,在实际生产过程中应用齿向自由修形来解决滚齿加工过程中难题,为滚齿加工提供新的思路,下面就几个典型案例来分享给读者。
【关键词】滚齿加工 齿向自由修形 齿向修正
引言
变速器作为整车动力系统的重要组成部分,其性能的提升对于驾驶舒适性的提升和整车NVH性能的改善具有重要意义。齿轮加工技术的提升优化对于变速器性能的提升有很大作用,其中齿轮修形技术作为齿轮传动设计和制造向高精度发展的关键技术,能够将齿面载荷分布由齿宽一侧修正为沿齿宽中部均匀分布,避免齿面偏载,改善齿轮啮合特性,减少齿轮啮合冲击和提高传动性能,对于整车的减震降噪有积极作用。Walker最早于1940年开始研究齿轮修形技术,国内外学者也陆续开展了一系列研究。本文主要针对利勃海尔滚齿机齿向自由修形的原理进行研究。
滚齿加工是采用展成法原理来加工齿轮的一种方法。用滚刀来加工齿轮相当于一对交错轴的螺旋齿轮啮合。滚齿加工精度高,一般可加工8-7级精度的齿轮,加工表面粗糙度Ra3.2-1.6μm;加工生产效率高,皆可适用于单件小批量生产和大批量生产;加工范围广,除可加工直齿、斜齿轮外,还可以加工蜗轮、花键轴等,因此在齿轮齿形加工中滚齿应用最为广泛。滚齿预修形对于降低后续精加工难度,提升齿轮精度具有重要作用。
1.利勃海尔滚齿加工的特殊功能
近年来,法士特集团公司新产品快速更新,出现了很多齿部加工有特殊要求的零件,以及一些结构复杂的零件。我公司新购置利勃海尔数控滚齿机具有强大的加工性能,可以将其特殊功能进行研究应用来解决滚齿加工中出现的一些疑难问题。相对于一般的滚齿机,利勃海尔滚齿除了可以加工一些常规滚齿机可加工的齿轮外,还拥有一些特殊的功能,如:硬滚加工、不同滚刀加工不同零件、齿向修正功能等。本文通过对该滚齿机齿向修正延伸的齿向自由修形功能进行研究,结合生产实际应用,提供一些难加工的滚齿加工问题的解决方法。
1.1齿向自由修形的原理
我厂的数控滚齿机多采用模块化编程,无法使用G代码编程,这大大限制了机床的灵活性,其齿向加工形状选择通常为直线型、鼓型、锥型,不能对齿向进行再次编辑,而利勃海尔滚齿机的特殊功能加工可以对齿向修正进行编辑。通过设置支撑点和偏差值来进行齿向编辑,设置的支撑点数越多对齿向的控制越精确,我们称之为齿向自由修形。该数控滚齿机可通过我们设置的点位参数来进行插补运动,从而实现我们想要的齿轮齿向形状。
1.2齿向自由修形的程序编制方法
要对齿向进行修形首先在工件程序中齿向修正选择“锥度”,然后进入到程序编写页面中的导程修正(见图1),齿侧形状自由选择“是”,修正表显示“是”,根据零件齿向的需求确定支撑点的个数,每个支撑点对应的内容有3项:X修正值、Z长度、齿侧形状误差。X修正值是指齿向在齿宽方向的某个位置的偏差值,Z长度是指零件齿宽长度的分段位置,齿侧形状有直线型和圆弧型。通过改变X修正值、Z长度、齿侧形状来控制齿向,从而得到我们所需要的齿向形状。例如下表1为齿宽30毫米的零件4个点的齿向自由修形控制表。
![]()
![]()
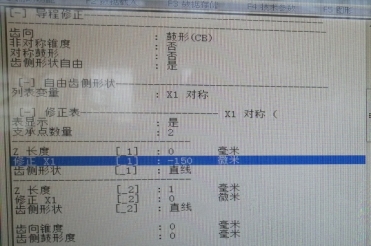
图1
例:4个点齿宽30毫米的零件齿向自由修形控制表
点数 | Z长度(毫米) | 修正X(微米) | 齿侧形状 |
1 | 0 | -5 | 直线 |
2 | 10 | -15 | 直线 |
3 | 20 | -20 | 直线 |
4 | 30 | -30 | 直线 |
表1
2.应用实例
2.1实例应用一:齿向自由修形解决磨齿出刀干涉问题
我公司新试制一种一体式焊接轴总成,在滚切轴齿轮部分时,齿宽有长度要求,不能完全滚切通透。在磨齿工序或剃齿工序时,剃刀或砂轮会与轴齿的一侧发生干涉。在剃齿的情况下,剃刀由于一边剃量明显加大,会影响齿向的精度,使剃齿调试难度大大增加。在磨齿的情况下,砂轮会与轴齿的一侧干涉,造成砂轮的严重磨损,且会留下磨削槽,磨削质量无法保证。由于焊接轴总成的下端是片齿轮,滚切长度刚好满足工艺要求时,滚刀再向下切削会与片齿轮发生干涉,所以无法通过增加滚齿的有效长来解决后续工序的干涉问题。针对该干涉问题,可以利用齿向自由修形的功能应用来解决。首先让滚刀正常切削到有效长,然后在该位置利用齿向自由修形让滚刀向工件径向进给0.15mm,将轴齿的齿侧干涉部分切削掉,从而解决了剃齿和磨齿刀具和齿侧干涉的问题,同时不影响零件的强度。
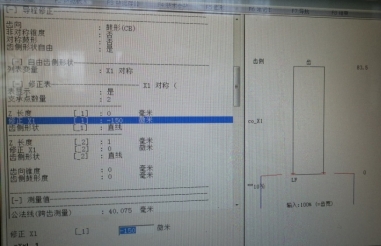
图2
2.2实例应用二:齿向自由修形解决“中”字形结构跨棒距零件加工
在试制过程中遇到了一种特殊的轴类零件,它要求滚齿跨棒距的值中间一部分大,两边跨棒距的值小,而且要求连接的部分圆滑过渡,我们称之为“中”字形结构。要解决这个难题我们首次想到的方法是将该零件当成3个齿轮的组合,编写3个程序,然后组成一个齿轮组,让3个齿轮组有角相位关系,通过调整相位角来保证这3个齿轮在同一条线上。利用上述方法加工不但编程复杂容易出错,而且带来了一个新的位置度加工误差,并且三部分加工过渡不是很圆滑,不能很好的满足工艺要求。
针对上述问题,利用利勃海尔滚齿机的齿向自由修形功能可以轻松解决。我们只需要编写一个零件加工程序,根据齿向自由修形的编程方法选择6个支撑点,每个支撑点给出相应的齿向偏差值,这样只需编写一个程序就能满足加工要求,而且3段齿向不会产生角相位误差,也不需要去测量位置度关系,三段滚齿部位结合的很圆滑,满足工艺技术要求。通过调整齿向的偏差值可以来精确控制三处的跨棒距值。
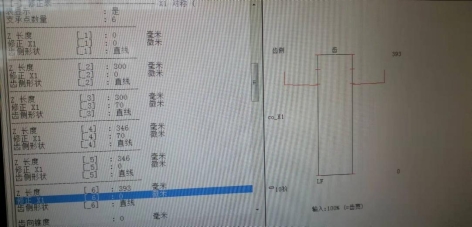
图3
2.3实例应用三:有齿向要求的滚齿精加工
对于某些产品的滚齿精加工,技术要求有齿向框图修形(见图4)。这种技术要求下普通的数控滚齿机功能无法满足加工要求,需要用到利勃海尔滚齿机齿向自由修形功能来对齿向进行修形。只要掌握了这个齿向修正功能,通过调整Z长度、X补偿值、齿侧形状误差这3种参数,就能在机床上模拟出齿向修形图,通过试切加工将零件进行精测,通过齿向检测报告(图5)来进行误差分析,调整Z长度、X补偿值、齿侧形状这3种参数的值,从而加工出符合技术要求的齿向形状(图6)。
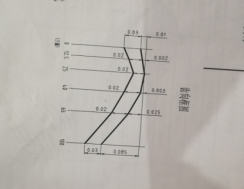

图4 工艺技术要求齿向框图 图5 加工后精测报告
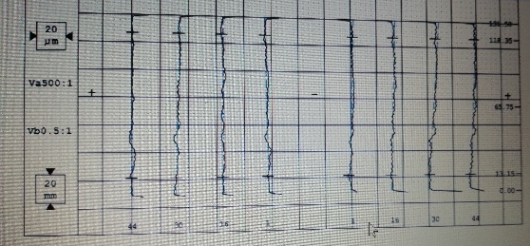
图6 齿向修正后精测报告
3.总结
本文通过介绍利勃海尔数控滚齿机齿向修正里的齿向自由修形功能,通过设置支撑点和偏差值来进行齿向编辑,该数控滚齿机可通过我们设置的点位参数来进行插补运动,从而获得我们想要的齿轮齿向形状。通过上述实际生产案例分享了齿向自由修形的应用,可以看出齿向自由修形对于后续精加工的干涉问题、特殊结构跨棒距要求的齿轮齿形要求、有齿向要求的滚齿精加工问题等均能够得到有效解决,并且能够广泛应用于各类齿向修形问题。利用齿向自由修形可得到所需齿形,提升齿轮加工精度,便于减少齿轮基节偏差和弹性变形所引起的齿轮副啮合进出的冲击影响,解决了生产中的各种滚齿加工难题,具有较强的推广性。
参考文献:
[1]史若男,张瑞亮,王铁,等. 基于Romax 的齿轮弹性变形修形的研究[J]. 机械传动,2015,39(4):24-26+31.
[2] 袁哲俊. 齿轮刀具设计[M]. 北京:国防工业出版社,2014
[3] 姬建钢,张磊,黄新华,等.渐开线圆柱齿轮修形技术及评价方法[J]. 机械传动,2014(4):172-176.
[4]卫排锋,郝少楠.变速箱齿轮齿面接触应力改善研究[J]. 煤矿机械,2018,39(7):74-77.
[5] 王磊,吴伟.基于Romax的轮齿修形与啮合性能分析试验[J]. 机械研究与应用. 2020 (03)
[6] 韩炜,任智群.基于最优修形设计的变速器齿轮性能优化[J]. 机械强度. 2020(05)
[7] 吴晗,胡金鹏,冯超超.汽车变速器齿轮修形仿真分析[J]. 农业装备与车辆工程. 2020 (02)
[8] 张玲艳,邱水才. 直齿圆柱齿轮齿面接触特性分析及齿向修形研究[J]. 矿山机械. 2020 (05)

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



