恒天重工股份有限公司, 河南 郑州 450001
化纤长丝纺丝一般流程是螺杆挤压机→计量泵装置→纺丝箱体→吹风装置→上油装置→导丝辊→高速卷绕头,高速卷绕头作为长丝纺丝流程中的末端设备,同时也是核心设备,它的作用是将上游丝束卷绕成圆柱形的丝饼。
高速卷绕头是一种涉及复杂过程的精密机械与自动控制的高技术产品,是集机、电、气为一体的多学科技术的集合体,全自动高速卷绕头是一个连续生产使用的设备,除了检修,一年几乎不停车,是纺织机械关键的组成部分,所以要求零部件必须具有高精度,装配高度一致性,系统要求动作准确,控制精度高,同时还必须操作方便1,其不间断的生产特点决定了卷绕头要有高度的可靠性和一致性,其零部件的长轴型结构特点决定了卷绕头具有较高的制造难度,其电气控制特点决定了卷绕头的高科技性。由于高速卷绕头的设计开发、制造难度大,一直以来,我国的高速卷绕头主要依赖进口,近年来,国产卷绕头得到飞速发展,不过在整体性能方面,与进口卷绕头仍然存在着不小的差距。
恒天重工股份有限公司(以下简称恒天重工)作为国内纺织机械研发的重点企业,研发新型高速卷绕头,逐渐缩小与进口设备的差距,做强做大化纤长丝,提高国产设备的市场占有率,是我们的使命与任务。
2.1 ZKB616-180型高速卷绕头是恒天重工创新研发的新型卷绕头,其最高机械速度5000m/min,适用POY及FDY纺丝场合,卡盘轴外径125mm,长度1800mm,适纺16个丝饼,可以根据用户需要设计适纺12或20个丝饼卷绕头。
ZKB616-180型高速卷绕头外形简图见图1。

1.机架部件 2.卡盘轴部件 3.拨叉齿轮箱 4.压辊部件 5.转塔部件 6.生头部件 7.气路控制部件 8.退卷部件 9.检丝部件 10.横动电机传动部件 11.电器柜
图1
ZKB616-180型高速卷绕头由机架部件、卡盘轴部件、拨叉齿轮箱、.压辊部件、转塔部件、生头部件、气路控制部件、退卷部件、检丝部件、横动电机传动部件、电器柜组成,其工作原理是将上游丝束通过拨叉齿轮箱的横向运动及卡盘轴部件的圆周运动共同作用,通过精密的横动速度及卡盘速度控制,在卡盘轴上卷装成所需的丝饼。
2.2 下面就各部件功能及作用做一下介绍:
2.2.1 机架部件:机架部件是整个卷绕头的支撑及框架,包含底座、箱体、方管横梁、车头罩壳及防护罩等,它是各部件安装的主体及基础。
2.2.2 卡盘轴部件:卡盘轴部件是卷绕头中的关键部件,其首先要满足高速和高负载的工况,其次还需满足复杂的松涨筒结构设计,卡盘轴在纺丝时需安装上空纸管,丝束在纸管上进行卷装,待卷装完毕后进行自动换筒及满卷退卷,在整个纺丝过程中,因为纺丝线速度不变,所以卡盘轴转速随着丝饼的增大而逐渐减小。
卡盘轴部件的结构简图如图2。

图2
卡盘轴部件主要由套筒、支撑套筒、主芯轴和后芯轴等组成,支撑套筒固定安装在机架上,支撑整个卡盘轴,套筒和主芯轴通过红套联接,后芯轴与主芯轴通过联轴器进行联接,后芯轴另一端又与电机相连。
2.2.3 拨叉齿轮箱:拨叉齿轮箱是按照纺丝头数及丝饼宽度进行设计,一般一台卷绕头由多个拨叉齿轮箱串联而成,拨叉齿轮箱是通过多组齿轮的啮合传动,最终驱动上拨叉片和下拨叉片圆周运动而形成丝束的横向运动,拨叉齿轮箱在纺丝过程中横动转速会随着卡盘轴转速而不断变化。
拨叉齿轮箱结构简图如图3。

图3
2.2.4 压辊部件:压辊部件中的关键零件是压辊,其作用主要是配合气路来控制接触压力,在卡盘轴纺丝过程中,丝饼逐渐变大,而压辊需要一直压在丝饼上,目的是保证丝饼的卷装成型及密度,压辊压在丝饼上的力,被称为接触压力,同时压辊为主动驱动,在整个纺丝过程中一直保持不变的转速。为了保证压辊的耐磨性及丝饼成型良好,压辊表面处理为分段的镀梨面铬和抛光处理。
压辊结构简图如图4。
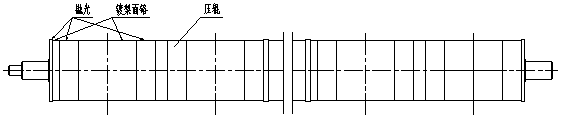
图4
2.2.5 转塔部件:转塔部件主要作用是完成两个卡盘轴的自动切换及完成卡盘轴固定位置的定位,在卷绕头生头或者满卷切换时,转塔部件需要配合接近开关使卡盘轴停留在固定位置,同时在整个纺丝过程中,因为压辊位置基本不变,随着丝饼的不断增大,卡盘轴需要进行不断的偏转,这个过程是由转塔部件实现的,同时,转塔部件还有电滑环和气滑环结构来完成电路及气路的控制。
转塔结构简图如图5。
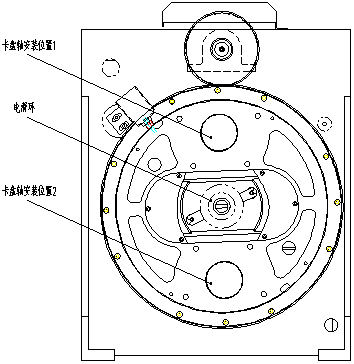
图5
2.2.6 生头部件:生头部件的作用是完成丝束在初始纺丝及满卷切换时的丝束往纸管上的卷绕,又称作生丝头。在初始纺丝时,先用吸丝枪将上游的丝束吸住,丝束先后经过检丝部件、挂丝部件中导丝钩进行生头,在此过程中丝束不能接触拨叉齿轮箱拨叉片,通过生头部件的共同作用,将丝束推送至卡盘轴纸管上,在纸管边缘位置有尾丝槽,当丝束推至尾丝槽内时,会由于卡盘轴的旋转作用而将丝束切断,进而完成生头过程。满卷切换过程基本与生头过程一致。
2.2.7 气路控制部件:气路控制部件是整个卷绕头的气路控制中心,其主要包含电磁阀、气缸、速度控制阀、气控阀、减压阀和气接头等,气路控制部件具体是在PLC(可编程逻辑控制器)控制下,用来完成卷绕头其他部件的规定动作,实现各自的所需功能。同时,卷绕头上还搭配有诸多的接近开关、速度传感器及磁性开关等,来实现卷绕头复杂多变的运动及动作。
2.2.8 退卷部件:退卷部件结构相对简单,顾名思义,其作用就是将满卷丝饼退下来,退卷部件目前常用的结构是采用无杆气缸退卷,其比常规天线式气缸更容易控制退卷的速度,避免出现退卷时丝饼掉落造成损坏的现象。
2.2.9 检丝部件:检丝部件作用是导丝及检测作用,在检丝部件上搭配有一组导丝钩,用来完成上游丝束的传递及固定,另外搭配有一组断丝传感器,当纺丝过程中出现断丝故障时,断丝传感器会及时发现并报警,上游吸丝装置会将丝束全部剪断吸走,避免因断丝而继续卷绕造成零部件损坏。
检丝部件结构简图如图6。

图6
2.2.10 横动电机传动部件:横动电机传动部件即是拨叉齿轮箱的驱动及传动部件,其电机轴上连接的齿轮通过过桥齿轮与拨叉齿轮箱中的齿轮连接在一起,再加上拨叉齿轮箱之间依次连接,最终由横动电机带动一组拨叉齿轮箱运动。
横动电机传动部件结构简图如图7。

图7
2.2.11 电器柜部件:电器柜是整个卷绕头的控制核心,其由PLC、变频器、伺服驱动器、变压器、电源等组成,它来控制整个卷绕头的速度运算及动作逻辑,卷绕头及其控制系统如何适应高速化、所绕卷装如何满足后道工序高速退绕的要求,是化纤长丝生产中的一项极为重要的关键技术2,这项关键技术是卷绕头的开发难点所在。
该机型卷绕头卡盘轴最高机械速度为5000m/min,可以同时适纺POY和FDY,目前国内市场上,1800mm长卡盘轴一般最高机械速度为3500m/min,适纺POY,此高速卡盘轴的设计,不但可以提高生产效率,而且可以适应用户复杂多变的纺丝品种,真正的实现一机多用。
3.2生头机构自动分丝设计
该机型卷绕头生头机构为自动分丝设计,传动生头机构一般为手动挂丝,生头效率较低,自动分丝结构的设计,可以有效缩短生头时间,提高生头成功率,减少生头工作量。
3.3多段接触压力控制
该机型卷绕头创新搭配电气比例阀设计,在纺丝过程中,可以设置多段接触压力,针对不同的纺丝品种需求,设置各个纺丝直径段不同的接触压力,相较于传统的一段或者两段减压阀控制的接触压力,可以改善丝饼成型,提高丝饼后续加弹过尾率。
3.4尾丝成型机构的设计
该机型卷绕头的生头部件中,尾丝成型机构进行了创新设计,较传统尾丝成型机构,可以提高尾丝质量,减少尾丝发散现象的发生。
3.5拨叉齿轮箱上推丝部件的开合设计
该机型拨叉齿轮箱上推丝部件开合设计,使齿轮箱的维修保养及更换变得更加便捷,较传统固定式设计大大提高了维修效率,降低了维修难度,
3.6压辊横梁抬起机构设计
该机型压辊横梁进行了抬起气缸设计,在生头或满卷切换时,底层丝开始纺丝是,先将压辊抬起,可以有效保护底层丝不受损伤,在底层丝纺制结束后再缓缓落下,可以提高后续加弹过尾率。
ZKB616-180型高速卷绕头是恒天重工倾力研发的高科技设备,在诸多结构创新方面,均进行了不同程度性能或质量的改进,对标进口设备,国产设备仍存在着较大的差距,国内卷绕头设备制造商要走的开发之路还是任重道远。
参考文献:
1.李勇彬 浅谈全自动高速卷绕头电气系统的自动控制 科技情报开发与经济 2012年8月
2.魏建 高速卷绕机卷绕方法的分析与研究 设备电器 2006年8月

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



