1身份证号码:132524296906021497 2身份证号码:130727199005030830
[摘要]:通过对两座1000m³航空煤油储罐施工的介绍,分析储罐焊接变形控制、锥形罐底施工、罐壁倒装法施工的管控要点。
[关键词]:航煤储罐 焊接变形控制 锥形罐底施工
1、前言
随着疫情的逐步放开、消散,航空业务将迎来一个大增长的黄金期,其产业链的各个环节都迎来历史性的发展机遇。机场油库作为能量补给站,也将会有一个较大的发展机遇。
本文参考某工程两座1000m³航煤油储罐的施工,包括储罐焊接变形控制、锥形罐底施工、罐壁倒装法施工等,对各施工难点分析,在过程中查阅相关国内外文献资料(包括相关规范等),分析研究当前国内油罐施工的优秀方案和施工过程中存在的问题,借鉴优秀的施工方案,结合自身地区所在的实际情况在学习和借鉴的基础上总结出施工管控要点,在此基础上最终建成质量优良工程。
本文拟通过对该项目的实践,总结航煤油储罐施工控制要点,或许可以为今后机场油库施工提供一些参考。
2、航煤储罐施工整体工艺流程
航煤储罐的整体施工流程一般可简化为以下工艺流程图:

3、难点分析及解决措施
3.1施工难点分析
3.1.1 焊接质量要求高,变形控制严格
航煤储罐的特点决定了其施工过程不同于普通储罐。大型航煤储罐一般采用现场组装焊接,焊接种类多,工艺多变,焊缝数量多,焊接工艺评定按照《立式圆筒形钢制焊接储罐施工规范》GB50128-2014规范进行。为防止高渗透性煤油泄漏,焊接质量需严格控制,部分焊接完成后应至少采用两种方法进行无损检测。施焊过程中,罐底三层钢板处T型焊缝、罐底边缘板与中幅板交接处小夹角焊缝、罐底板与边缘板大角焊缝等处理难度大(图1)。罐底边缘板与中幅板之间存在小角a,且接头处为三层钢板焊接,极易产生应力。较小的焊接变形便可产生应力集中,需严格控制焊接变形量。超过规定变形量的罐体使用时容易产生残余应力,从而导致焊缝延迟性缺陷。罐壁板的焊接变形过大会导致浮盘卡死, 浮动出油装置失效等严重问题。

图1罐底边缘板与底圈壁板受力示意图
有资料表明,对于储罐内罐壁板及底板本身来说,由于母材电势高于焊缝,则在焊缝区域与母材之间可形成原电池,且腐蚀速率受焊缝表面积与母材表面积比值的影响(表1)。罐底中幅板、边缘板及壁板预制尺寸及焊接时缝隙裕量应按《立式圆筒形钢制焊接储罐施工规范》GB50128-2014中规定做好控制,即保证焊缝符合验收规范,也应避免焊缝处于1、2类腐蚀区。
表1 腐蚀速率与焊缝⾯积、母材⾯积关系
类别 | C(母材表面)/A(焊缝表面积) | 腐蚀的可能性 |
1 | C>>>A | 焊缝区发生严重腐蚀 |
2 | C>>A | 焊缝区发生腐蚀 |
3 | C>A | 焊缝区有轻微腐蚀 |
4 | C=A | 焊缝边缘有腐蚀 |
3.1.2 锥形罐底施⼯难度⼤
《民用机场供油工程建设技术规范》MH 5008-2017规定锥形罐底板坡度大于4%,罐底中必须设置集油槽,且须严格控制油罐基础土建中心与油罐安装中心重合度及罐底板与锥形基础贴合度。航煤储罐的锥形罐底设计排版及施工为一难点,锥底罐与平底罐在排版设计与焊接接头布置上截然不同,底焊缝的细微缺陷均是渗漏隐患。因罐底存在锥度,中幅板的长宽决定了空鼓的大小,中幅板宽度较小时,板与锥形基础接触较好,但焊缝数量增加,工作量变大,焊接变形量增加;宽度较大时,板与锥形基础之间存在空鼓,焊缝数减少。因此,合理的罐底排版可以大大减少焊缝数量,不仅可以控制焊接变形,且大大缩短施工工期。
3.1.3 上下端壁板安装难度⼤
航煤储罐罐壁施工常采用倒装法,第一圈壁板施工质量出现问题,其他各层壁板以及罐顶质量将难以保证。底圈壁板承受载荷较大,壁板厚度相对较大,其与罐底边缘板属于大角焊缝连接,应力最为复杂,稍微的施工误差可能引起应力集中,从而导致罐体变形破坏。因此,顶层壁板能够决定储罐施工质量,应严格控制顶层壁板端面水平度、垂直度、椭圆度、周长以及直径。
3.2 解决措施
3.2.1储罐焊接时,焊工上岗前必须进行焊接工艺考核,按《钢制压力容器焊接工艺评定》JB4708-2000焊接工艺评定,还需编写焊接工艺指导书,执行《现场设备、工业管道焊接工程施工及验收规范》GB50236-2011,以此控制焊接质量。 对于锥形罐底,根据设计方提供的排版方案,将罐底分区焊接,应尽量避免出现过长焊缝。因储罐较大,采用中幅板与边缘板组合排版,中幅板与集油槽间、中幅板间、中幅板与边缘板间采用搭接接头,搭接长度为4~6 cm,接头处垫一层钢板,属于三层钢板焊接;边缘板与边缘板采用对接接头,边缘板与底圈壁板采用角焊,焊接时由集油槽向罐壁方向进行,先焊横向焊缝,后焊纵向焊缝,最后进行中幅板与边缘板间的三层钢板焊接。
3.2.2罐底板完成后进行壁板安装,采用倒装法施工工艺,先焊纵向焊缝后焊环向焊缝,并对焊缝质量进行检查。严格控制第一层圈板的水平度、垂直度、椭圆度、周长以及直径,第一圈壁板焊接完成后安装包边角钢,紧接着对罐顶进行施工,因储罐直径小于30m,采用带肋球壳即可,罐顶安装完成后依次往下进行其他圈板的焊接直至完成最底层圈板的焊接。罐底角焊缝应在底圈壁板纵向焊完成后,由数对焊工沿同一向分段焊接。
3.2.3储罐安装过程须进行无损检测,整个检测过程与储罐安装同时进行,如罐顶焊接完成后,焊接罐壁的同时检测罐顶质量。罐顶仅须做充水试验检测。罐底检验最为复杂,首先,边缘板纵向焊缝周围30 cm或60 cm区间须射线探伤,罐底板T形焊缝沿各方向20 cm,全部进行渗透检验;其次,中幅板与锅底搭接焊缝进行磁粉检测,罐壁板与底板T形焊缝进行渗透或磁粉检测;最后,所有的罐底板焊缝做抽真空检查。储罐整体安装完成后进行充水试验,主要检验内容包括:罐底严密性、罐壁强度及严密性、固定顶的强度、稳定性及严密性、基础的沉降观测。
3.2.4充水试验完成后应对罐内金属表面进行除锈,除锈等级达到Sa2.5。清理合格后对罐内壁做防腐处理,罐内壁板采用耐油防腐涂料036,分两层喷涂。
4、施工质量控制要点
4.1材料控制
4.1.1材料准备及验收
工程中所用材料的质量合格与否是决定工程质量好坏的关键,也是交工验收的主要内容之一。
4.2 储罐预制控制
4.2.1一般要求
A、在施工生产中,对罐体的许多构件和材料安装前必须进行预制加工,如罐底边缘板成型、罐壁板坡口及圆弧度加工以及各种弧型构件。
B、储罐施工用弧形样板的弦长不得小于 2m,直线样板的长度不得小于1m ,测量焊缝角变形的弧形样板弦长不得小于1m。
C、罐底边缘板的预制切割采用半自动火焰切割,罐壁板的预制切割采用半自动切割。罐顶板和罐底边缘板的圆弧板,可采用气焊切割加工,罐顶板直线段采用半自动切割机。
D、钢板边缘加工面应平滑,不得有夹渣、分层、裂纹及熔渣等缺陷,火焰切割坡口产生的表面硬化层应磨除。
E、钢板加工后的尺寸允许偏差如下:
板宽± 1mm ,板长± 1.5mm ,对角线之差≤ 2mm
F、所有预制构件在保管、运输及现场堆放时应采取有效措施防止变形、损伤和锈蚀。
4.2.2罐底板预制
A、底板预制前,应根据施工图样要求及材料规格绘制排版图。
B、罐底的排版直经,宜按设计直经放大 0.1 %~0.15 %。
C、边缘板沿罐底半径方向的最小尺寸不得小于 700mm。
D、底板任意相邻焊缝之间距离不得小于200mm 。
E、罐底边缘板的对接焊缝全部采用带垫板的对接接头形式,其下料的单面坡口角度为30°±2.5°,间隙为8mm 。
F、预制的边缘板应对其尺寸进行数据测量,测量的尺寸为:AB,CD,AC,BD,EF,边缘板的尺寸允许偏差,应符合下表和图的规定。
弓形边缘板尺寸允许偏差(mm)
长度AB、CD | ±2 |
宽度AC、BD、EF | ±2 |
对角线偏差|AD-BC| | ≤3 |

弓形边缘板尺寸测量部位
G、罐底板中幅板下料,采用半自动切割机,下料按底板排版图尺寸进行,其预制质量要求见下图。中幅板尺寸允许偏差应符合下列表的要求:

中幅板尺寸允许偏差表(mm)
测量部位 | 板长 AB(CD) ≤ 10m | |
宽度 AB 、 BD | ± 1 | |
长度 AB 、 CD | ± 1.5 | |
对角线之差 AD-BC | ≤ 2 | |
直线度 | AC 、 BD | ≤ 1 |
AB | ≤ 2 | |
4.2.3罐壁板预制
A、罐壁板预制前应绘制排版图,排版图应符合下列要求:
各圈壁板的纵缝宜向同一方向逐圈错开,其间距宜为板长的 1/3,且不得小于300mm 。
底圈壁板纵向焊缝与罐底边缘板的对接焊缝之间的距离不得小于 300mm 。
罐壁开孔接管或开孔接管补强板外缘与罐壁纵向焊缝之间距离不得小于150mm;与罐壁环焊缝之间的距离,不应小于壁板厚度的2.5倍,且不应小于75mm 。
包边角钢对接接头与罐壁纵向焊缝之间的距离不得小于200mm。
壁板宽度不得小于1m,长度不得小于2m。
坡口型式及尺寸要符合图样的要求;罐壁板尺寸允许偏差应符合设计技术文件规定;
壁板尺寸允许偏差见表(mm)
测量部位 | 环缝对焊 板长 AB(CD) ≤ 10m | |
宽度 AB 、 BD 、 EF | ± 1 | |
长度 AB 、 CD | ± 1.5 | |
对角线之差 AD-BC | ≤ 2 | |
直线度 | AC 、 BD | ≤ 1 |
AB | ≤ 2 | |
壁板尺寸测量部位

B、壁板预制合格后,用叉车吊运到指定地点存放,存放地点距卷板机较近,存放时要按安装先后,分门别类存放。
C、壁板下料后检查合格后,在卷板机上滚弧,滚弧时应用前后拖架,壁板卷制后,应直立放在平台上,水平方向用弧形样板检查,其间隙不大于4mm . 垂直方向上用直线样板检查,其间隙不得大于2mm。
D、预制壁板时,用叉车配合,防止在卷制过程中使已卷成的圆弧回直或变形,卷制好的壁板用专用胎架运输、存放。
4.2.4罐顶顶板预制
固定顶板预制前应绘制排版图,并应符合下列规定:
A、顶板相缝焊缝的间距,不应小于200mm;单块顶板本身的拼接,宜采用对接。
B、加强肋加工成型后,用弧形样板检查,其间隙不应大于2mm。
C、每块顶板应在胎具上与加强板拼装成型,焊接时应防止变形。
D、顶板成型后脱胎,用弧形样板检查,其间隙不应大于10mm。
4.4 储罐安装
安装罐体时采用倒装法施工。
4.4.1底板铺设、焊接
A、储罐基础进行复查,按平面图的方位,在储罐基础上划出两条相互垂直的中心线,并注意在储罐安装过程中不得损坏基础,如有损伤,必须进行修复;
B、底板的下表面进行喷砂除锈,经甲方、监理共检合格后立即涂刷第一道沥青防腐漆,应注意每块板的边缘50mm的范围内不刷,待漆层表干后涂刷第二道沥青防腐漆,直到漆层实干后并经共检合格,填写隐蔽记录并经甲方、监理方签字认可后方可用于底板的铺设;
C、本储罐罐底边缘板采用带垫板的对接接头,对接焊缝应完全焊透,表面应平整。垫板应与对接的两块底板贴紧,其间隙不得大于1mm。罐底对接接头间隙为6㎜。
D、搭接接头三层钢板重叠部分,应将上层底板切角。按施工图切角长度应为60mm,其宽度应为25mm。在上层底板铺设前,应先焊接上层底板覆盖部分的角焊缝。
4.4.2壁板、拱顶的组装
A、首先确定壁板的安装半径。
B、按照安装圆内半径在罐底划出圆周线及每张壁板的安装位置线,并在安装圆内侧100mm画出检查圆线,并打样冲眼做出标记。
C、壁板运到施工现场后应逐张检查壁板的预制质量,合格后方可组装,需重新校正时应防止出现锤痕。
D、在壁板上应按组装夹具及吊装夹具位置划线,在壁板组立前,在存运胎架上安装好龙门板及蝴蝶板,壁板的吊装用履带吊车进行,并使用吊梁。
E、壁板逐张组对,安装纵缝组对卡具及方楔子,用以将壁板固定。整圈壁板全部组立后调整壁板立纵缝组对错边量,上口水平度及壁板的垂直度应符合要求。
F、顶部第二至底圈壁板的组装方法参照顶部第一节壁板的组装。环缝应安装组对用龙门板、槽钢。壁板立缝宜用夹具组对。
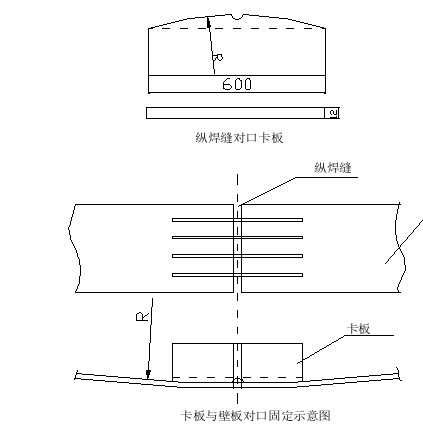
壁板焊缝组装所采用的卡具见下图:
G、在顶部第一节壁板组装、焊接完毕并经检查符合设计要求后,进行顶板的安装,安装前应先检查预制的顶板的弧度和翘曲度,符合要求后安装顶板。
4.5 储罐焊接控制
4.5.1罐底焊接
罐底的焊接,应采用收缩变形量最小的焊接工艺及焊接顺序。罐底的焊接,宜按下列顺序进行:
A、中幅板焊接时,应先焊短焊缝,后焊长焊缝。初层焊道应采取分段退焊或跳焊法。
B、边缘板的焊接,应符合下列规定:
首先施焊靠外缘300mm部位的焊缝。在罐底与罐壁连接的角焊缝焊完后且边缘板与中幅板之间的收缩缝施焊前,应完成剩余的边缘板对接焊缝的焊接。
弓形边缘板对接焊缝的初层焊,宜采用焊工均匀分布,对称施焊方法。
收缩缝的第一层焊接,应采用分段退焊或跳焊法。
C、罐底与罐壁连接的角焊缝焊接,应在底圈壁板纵焊缝焊完后,并由数对焊工从罐内、外沿同一方向进行分段焊接。初层的焊道,应采用分段退焊或跳焊法。
4.5.2壁板焊接
A、壁板焊接先焊立缝,再焊环缝,立缝焊接前,先焊上定位龙门板 , 然后拆下立缝组对卡具。 v 型坡口焊接时,先焊外部,后焊内部,焊缝采用手工焊,立缝焊接上端加熄弧板。
B、罐壁板厚度分别为δ = 6~8mm,采用倒装法组装。拆除组装用的工卡具时,不得损伤母材。如有损伤,应按标准进行修补。钢板表面的焊疤应打磨平整。
4.5.3拱顶的焊接
A、拱顶定位焊后,先焊接内侧焊缝,后焊外侧焊缝;
B、外侧的长焊缝应采用隔缝对称施焊的方法进行焊接,并由中心向外分段退焊;
5、结语
航空煤油的性质以及使用场合决定了储罐的特点,包括锥形罐底、焊接变形要求高等。本文结合1000 m³航煤储罐的施工过程,详细分析了航煤储罐建设施工难点,并给出解决措施。需特别强调的是,相关的工作人员在技术管理方面的重要性。其实,对于整个建筑行业而言,尤其是建筑管理方面,最为核心和关键性的问题就是相关工作人员的技术问题。它影响的不仅仅是参与工作者自身的利益和安全以及对于财产的保护,更重要的是因为它还对整个工程以及建筑管理起到极其关键性的作用。
参 考 文 献
[1] 《立式圆筒形钢制焊接储罐施工及验收规范》GB50128—2014;
[2]《石油库设计规范》GB50074-2014;
[3]《民用机场供油工程建设技术规范》MH5008-2017;
[4]《民航运输机场供油工程施工及验收规范》MH5034-2017。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



