1.四川石油天然气建设工程有限责任公司 2.国家石油天然气管网集团有限公司
摘要:本文主要介绍威远地区页岩气集输干线工程全自动焊接工艺;以及全自动焊接各设备简介;分析了全自动焊接各工序易出现的缺陷类型及产生原因,使焊口缺陷得到有效的控制,从而降低返修率。
关键字:山区全自动焊接工艺;焊接设备;缺陷分析。
1. 概述
全自动焊接技术有着焊接速度快、成型好、合格率高、智能化程度高、易于操作的特点,在许多大口径长输管道施工中得到广泛应用。但是在国内山区坡度起伏地形大面积采用全自动焊的长输管道工程还很少,威远页岩气集输干线工程全长约120km,起始地点在四川省泸州市,终点在重庆市江津区,工程地形为山区丘陵地带,地形坡度大部分在15°~35°。计划采用全自动焊+组合自动焊的形式进行现场施工。
2. 焊接工艺介绍
2.1钢管
工程四川段采用φ1016×14.2mm螺旋缝钢管,钢材材质为X70M。重庆段采用φ1219×22mm直缝钢管,钢材材质为X80M。
2.2焊材及保护气体选用
该工程选用的是快速成型及凝固型焊材,实心焊丝采用是是ER70S-6焊材,药芯焊丝采用E81T5-GC焊材。
实心焊丝采用80%Ar+20%CO2混合气体,药芯焊丝使用纯CO2气体焊接。
2.3全自动焊接工艺
根焊:采用RMD焊接工艺,它能使电弧和熔池保持稳定,从而避免未熔合和未焊透的产生,而且飞溅更小,得到更好的管道根焊质量。
热焊:采用纯二氧化碳气体保护焊,熔滴过渡方式为短路过渡,热焊层主要是对坡口钝边和根焊焊道进行完全熔合,也为填充第一层创造有利焊接条件,属于“承上启下”的作用。
实心焊丝填充和盖面:采用Pro-Pulse(精确脉冲控制技术)焊接工艺,具有短电弧、窄弧柱和小热输入的特点;提高坡口侧壁处的熔合和填充,从而获得更高的焊接质量和施工进度。
药芯焊丝填充和盖面:采用短路过渡形式,使用纯CO2气体作为保护气,配合碱性药芯焊丝的焊接特性,具有熔深大,电弧吹力大的特点,可以显著改善自动焊层间和侧壁未熔合的产生几率,提高焊口合格率。
2.4坡口形式与接头设计。
作为全自动焊接流程的第一道工序,也是非常重要的一道工序。全自动焊接效率是否能提高,与坡口的形式及其坡口的精度相关。如果坡口上沿宽度太宽(开口太大)或者太窄,熔池和铁水将会变得难以控制,很容易产生侧壁未熔合等缺陷。结合全自动焊接培训及现场实施的效果来综合考虑,在工程中采用的是双V型复合坡口(如图2-1所示)。
根据壁厚T=21.4mm接头设计为根焊、热焊、填充(6层)、盖面共9层焊接,其中盖面采用排焊完成。(如下图2-2示)。


图2-1 实心焊丝自动焊坡口形式 图2-2 药芯焊丝自动焊接头设计
3.焊接参数确定
焊接参数的设定是整个全自动焊接系统最重要的部分,参数中的焊接电流、电压、焊接速度、摆宽等因子与焊缝得不到良好的匹配将直接影响到焊缝的质量。在设定中需考虑线能量的大小,如果线能量过小就会造成焊缝中未熔合的缺陷。线能量过大也会造成焊缝余高过高,或是仰焊会出现焊瘤。所以经过多次试验和比对后,才得出一个与焊缝相匹配的焊接参数,如下表3所示为X70钢级焊接参数:
表3.焊接参数
工艺参数 | 实心焊丝自动焊 | 药芯焊丝自动焊 | |||||
根焊 | 热焊 | 填充 | 盖面 | 根焊 | 热焊/填充 | 盖面 | |
焊材牌号 | ER70S-6 | ER70S-6 | ER70S-6 | ER70S-6 | E70C-G | E81T5-GC | E81T5-GC |
焊丝尺寸(mm) | Φ0.9 | Φ0.9 | Φ1.0 | Φ1.0 | Φ1.0 | Φ1.2 | Φ1.2 |
电流(A) | 170-220 | 230-260 | 180-230 | 160-200 | 100-170 | 150-240 | 170-230 |
电压(V) | 20-22 | 24-26 | 20-22 | 22-24 | 16-20 | 21-24 | 21-24 |
焊接速度(in/min) | 27.5-31.5 | 48-53 | 18-24 | 21-25 | 15-25 | 25-35 | 25-35 |
送丝速度(in/min) | 32-42 | 480-600 | 380-440 | 250-300 | 130-200 | 170-310 | 240-320 |
摆宽(in) | N/A | N/A | 0.12-0.20 | 0.10-0.12 | 0.12-0.20 | 0.20-0.40 | 0.30-0.50 |
左右停留时间s | N/A | N/A | 0.04-0.10 | 0.04-0.08 | 0.20-0.25 | 0.25-0.30 | 0.20-0.25 |
保护气体类型/比例 | 80%Ar+20%CO2 | 100%CO2 | 80%Ar+20%CO2 | 80%Ar+20%CO2 | 80%Ar+20%CO2 | 100%CO2 | 100%CO2 |
保护气体流量 | 20-25L/min | 20-25L/min | 20-25L/min | 20-25L/min | 25-35L/min | 20-30L/min | 20-30L/min |
4.焊接缺陷分析
4.1根焊缺陷
4.1.1根焊未熔合
第一种情况是根焊层靠近钝边的V型夹角处未完全熔合而产生的缺陷(如图
4-1所示)。当焊接参数确定没有问题的情况下,和坡口加工尺寸有很大关系,当内破口的高度太高或者是内破口的角度太小都容易造成焊接时电弧无法融化组对后内坡口的V型夹角,致未熔合的产生;当坡口尺寸准确的情况下,可能是由于内焊机送丝速度太小或送丝不畅引起的焊接熔深不够而产生的缺陷(如图4-2)。第二种是由于焊工没有进行焊枪对中操作就进行焊接,即焊偏,电弧只能熔合坡口一侧的坡口,而另一侧的坡口无法融合造成的缺陷,肉眼都能直接看见坡口。第三种情况是焊接前未对根焊焊丝情况进行检查,焊接过程中突然没丝了造成的焊接不到位现象,如果不进行打磨和修补就会造成热焊层烧穿等问题,如下图4-3所示:



图4-1 根部V型夹角未熔合 图4-2 焊接过程中送丝不畅 图4-3 根焊未焊接到位
4.1.2根焊烧穿
1)根焊烧穿主要是由于坡口中钝边的厚度未达到工艺要求造成焊接中无法承载金属熔池而出现的烧穿现象(如图4-4所示);或者是送丝速度过大,使焊接熔深过深造成的缺陷。当出现根焊烧穿的情况要及时打磨修补,如果不及时进行打磨,热焊将扩大烧穿的范围,为后续的焊接工序带来一定的困难,所以在加工坡口的时候要对坡口各尺寸(特别是钝边的厚度是否合适)进行检查。

图4-4 根焊烧穿
4.1.3根焊气孔
1)密集气孔:根焊出现密集气孔时,焊接过程中焊接电弧呈明显的黄色。如遇到这类情况应立即停止焊接,检查气体流量是否合适、气电管是否有破损、管口两端的封堵是否到位、枪头上喷嘴是否有损坏、干伸长是否太长导致气体保护不良。有时混合气体比例失衡或不纯也会出现密集气孔。
4.2填充缺陷
4.2.1热焊未熔合
1)当坡口加工钝边的厚度太厚(≥1.7mm)时,热焊热输入(熔深)不足会造成钝边无法完全熔合产生钝边未熔合。
2)组对错边量过大导致焊缝中的钝边错位的现象(如下图4-5所示),这样的情况会造成电弧只能融化较高的钝边,不能完全融化到较低的钝边而引起的未熔合。所以焊工进行焊接前应先检查焊缝是否错边严重,如遇错边应将钝边稍高的一侧进行打磨处理,如图4-6所示,须打磨至虚线位置。
![]()

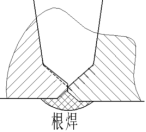
图4-5 组对错边 图4-6 钝边错边示意图
4.2.2侧壁未熔合
填充层摆幅的大小需要焊工自行通过手持遥控器调节。如下图4-7所示,焊工在填充2焊接过程中未选择合适的摆幅造成填充2侧壁未熔合,另一处缺陷为填充5的侧壁未熔合。在金相分析中与RT检测结果(图4-8)基本一致。

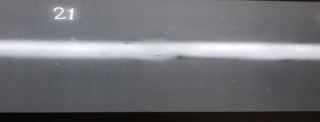
图4-7 填充侧壁未熔合 图4-8 RT检测结果
4.3裂纹的产生及其控制
在工程施工中也出现了裂纹,特别是在填充层出现渗铜裂纹较多(如下图4-9所示),在RT片子中显示为不规则的粗线(如图4-10示)。主要产生原因是:由于双焊炬丝管过长,在平焊到仰焊一段容易造成弯折,使送丝阻力变大造成堵丝,焊丝不能及时送出致导电嘴被烧毁,从而渗入到焊缝中产生渗铜裂纹。当出现导电嘴被烧毁且粘连在焊缝中应及时清理干净,避免焊缝中仍存在残留铜。
![]()

![]()
![]()

图4-9渗铜裂纹图4-10渗铜裂纹在RT底片中显示
5.总结
在全自动焊接过程中,每一个工序都是至关重要息息相关,任何一道工序出现问题都会影响焊接效率和焊接质量。在威远页岩气地面集输工程前期施工中,焊口质量一直出现问题,特别是根焊与热焊的未熔合问题更是持续出现了很长一段时间。每一次检测后通过焊口缺陷分析和及时调整相应的焊接参数等措施,焊口缺陷逐渐得到了有效的控制,降低了焊口返修率,提高了焊口合格率。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



