上海二十冶建设有限公司 上海 201999
【摘要】本文介绍了一种以一台轧机牌坊顶部平台为一个安装模块,在地面装配好轧机牌坊顶部平台模块的全部设备、液压配管、电气桥架,再将装配好的轧机牌坊顶部平台模块整体吊装就位的方法。该方法优化了施工工序,减少了轧机牌坊顶部液压配管高空作业,避免了施工现场的部分交叉作业,提高了轧机安装效率,缩短了轧机液压系统配管安装时间。
【关键词】轧机安装;优化工序;模块化安装;液压管道安装
冷连轧机、热连轧、单机架、多机架轧机牌坊顶部平台布置有液压伺服系统阀台、蓄能器、电气控制柜以及大量的液压配管及电气桥架。轧机机体液压系统管路安装先进行轧机牌坊底部配管,再进行轧机牌坊竖向管排安装,待轧机牌坊顶部平台安装好后就位相关阀台、蓄能器进行配管作业。液压管道施工完成后再进行电气控制柜安装、电气桥架安装。整个轧机本体液压系统机体配管施工周期较长,再加上轧机顶部阀台属于伺服系统,控制着轧机工作辊弯辊、工作辊窜辊、AGC压下装置,冲洗精度高,各控制回路冲洗完成时间长。在轧机机体液压系统配管安装过程中,轧机底部配管在轧机本体附件安装的同时就可以展开作业,牌坊竖向管排安装也可以在地面拼装到管架上,整体吊装到轧机牌坊上,但轧机牌坊顶部平台下方液压系统管路的安装难度较大,在平台下方完全是高空作业,在狭小的受限空间内进行配管作业,施工进度缓慢,施工质量无法保证,直接影响整个轧机设备安装调试。
为解决轧机牌坊机体液压系统管路安装难题,提高安装效率,以一台轧机牌坊顶部平台为一个安装模块,在地面装配好轧机牌坊顶部平台模块的全部设备、液压配管、电气桥架,装配好的轧机牌坊顶部平台模块整体吊装就位。此方法优化了施工工序,减少了轧机牌坊顶部液压配管的高空作业,在进行轧机机体设备安装的同时,轧机牌坊顶部平台配管、配线同时展开,轧机牌坊顶部平台整体吊装就位后即可进行液压管路连接,只需要几天时间内就可以开始液压管路冲洗工作。提高了轧机安装效率,缩短了设备安装时间,同时轧机牌坊顶部平台模块化安装方法减少了施工现场的交叉作业,提高了施工安全性如图1所示。
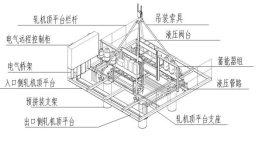
图1轧机顶部各部件示意图
步骤一,现场制作拼装支架,拼装支架长度按1.5米制作,拼装支架一端设置法兰可以用螺栓与轧机顶平台支座连接。
步骤二,地面拼装入口侧轧机顶平台、出口侧轧机顶平台,片平台通过连接螺栓连接,拼装完成后测量平台底部轧机顶平台支座间距,必须符合轧机机架顶部的轧机顶平台支座中心距。
步骤三,吊装就位入口侧轧机顶平台、出口侧轧机顶平台组合体于拼装支架上,通过连接螺栓使其连接牢固如图2所示。
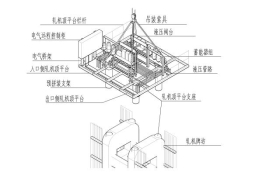
图2轧机顶部平台吊装示意图
步骤四,安装轧机顶平台栏杆,由于轧机顶平台下部液压配管较多,为方便配管施工拼装支架高度为米,加上平台厚度平台顶部距地面较高,需先行做好临边防护,方可便于后续顶平台作业的施工。
步骤五,就位液压阀台,轧机顶部平台液压阀台共计2座分别控制入口侧与出口侧液压设备。
步骤六,就位蓄能器,轧机顶部平台蓄能器共计2座液压阀台配套使用。
步骤七,就位电气远程控制柜。
步骤八,进行液压管路配管工作。
步骤九,进行电气桥架安装。
步骤十,挂设吊装索具吊装组合好的轧机牌坊顶平台牌坊就位于轧机牌坊顶部轧机顶平台支座上如图3所示。
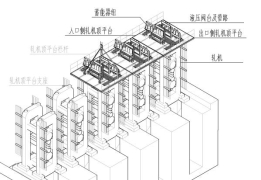
图3轧机顶部安装示意图
轧机顶部平台模块化快速安装方法,与传统轧机顶平台安装相比,它根据现场实际情况对轧机牌坊顶平台上的设备及管线在地面先行正式安装,然后整体吊装就位。此方法优化了施工工序,减少了轧机顶部高空作业,在进行轧机机体设备安装的同时,轧机顶平台配管、配线作业同时展开,轧机顶平台整体吊装就位后即可进行液压管路连接开展液压管路冲洗工作。提高了轧机牌坊安装效率,缩短了设备安装时间。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



