四川省乐山市 614000 中国水电建设集团圣达水电有限公司
摘要:近年来,我国对混流式水轮机进行了较大的改造,并取得了较好的效果。但是,随着工况的不断变化,水轮机水动力系统中存在着气蚀问题,这不仅影响了水轮机运行效率,而且还会引起水轮机事故,降低了机组的使用寿命。为此,必须弄清气蚀形成机理,才能采取有效的防治措施。
关键词:水轮机;转轮气蚀;气蚀产生原因;气蚀处理
随着中国社会和经济不断提高,风力发电、太阳能发电及水力发电等新兴能源不断发展进步,新能源在中国电网中发挥着越来越重要的角色。2020年,中国提前2年实现了“碳减排”,并在“十三五”规划中明确指出,中国在2030年要达到“碳峰值”,争取2060年达到“碳中和”的目标.为此,中国大力发展绿色产业,加大力度研发可再生能源,其中重点要加快西南地区水力开发建设,尤其是建设抽水蓄能电站.可逆式水泵水轮机作为抽水蓄能电站的核心部件,当其处于非设计工况下运行时,机组内部的水力损失、旋转失速和流动分离等造成的不良流动现象会导致机组能量损失加剧,降低水能转化效率。
1.转轮技术参数
这是一种HLS270-LJ-680转轮。在正常操作过程中,水位不得高于76m。其标称水位为64m,最小水位为57.6m。流速为460.46m3/s,转速为93.75r/min。在非控制条件下,发动机的旋转速度为185r/min,在常规条件下,发动机的效率为94.9%,有效吸气高度为-7.2m。所述转轮具有6810mm的标称直径、7019.5mm的最大外径和4306.6mm的总高度。结果表明,上迷宫环与下迷宫环的距离为2.5mm,两个方向的距离为2.7mm。安装高度为▽358mm,共13片风叶。该转轮由ASTMA743C6NM的高品质低碳不锈钢制造而成,其总重为150t;水轮机主轴为双法兰中空大轴,带有轴环。心轴的外径为1900mm,轴颈为2360mm。空心的直径是1530mm,主轴6875mm,由20Mn5N制成。总重为70.88t。
2.转轮的检查和气蚀定级
2.1转轮检查
在某次维修作业中,由技术员与生产厂家配合,开启入孔门,进入涡壳,并对所有通过元件进行检查。通过对转轮上部叶片的检测,发现相邻的叶片间有气蚀现象。接着,又仔细地检查了其它零件。通过对气蚀部位的测试,结果表明:气蚀部位不仅存在于下寇和叶片上,而且在尾水管与送风管道的连接部位也存在着气蚀现象,但相对较小。实地气蚀面积图,如图1所示。
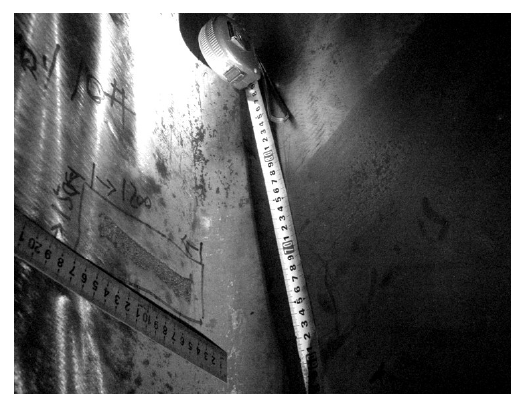
图1转轮气蚀
2.2气蚀定级与失重计算
依据气蚀区的大小,对气蚀区进行分类。根据气蚀分级,对设备的维修和修复有一定的指导意义。在实际工作中,为判断空蚀的严重程度,将气蚀指数划分为5个级别,经过换算后,可以得出与之相对应的气蚀速度:①一级空蚀腐蚀指数不应该大于0.0577×10-4mm/h,对应的气蚀速度不应该大于0.0577mm/a;②Ⅱ级空蚀指数为0.0577-0.115×10-4毫米/h,相应的空蚀速度为0.05-0.10毫米/a;③III级空蚀指数为:(0.115-0.577)×10-4毫米/小时,相应的空蚀速率为0.10-0.50毫米/秒;④Ⅳ级空蚀指数为:0.577-1.150×10-4毫米/小时之间,相应的空蚀速率在0.50~1.00毫米/米每秒之间;⑤V级空蚀指数为:1.150×10-4毫米/小时,相应的空蚀速率是每秒1.0毫米。当前,在国内,通常是以单位时间和面积内叶片背面产生气蚀的平均深度作为判断标准,它可以被表达为:K=V/FT(1),其中K表示气蚀指数,mm/h。V代表的是气蚀的容积,单位为毫米3;T是以h为单位的转轮工作时间;F代表在叶片的后部,以平方公尺计算的面积。将这些值分别代入后,气蚀指数为0.341×10-4mm/h,在(0.115-0.577)×10-4mm/小时的范围内,为III级气蚀,并且已达到该水平的上限,说明气蚀程度很严重。为测定空穴造成的失重,可采用失重法进行计算。其中,W是以KD2/1640(2)为单位时间,以公斤/小时为单位;D为圆盘直径,以5公尺为单位;用K表测空蚀指数的单位是毫米/小时。通过对上述数值进行单独的代换,可以得到由于汽蚀造成的每单位时间内的失重为0.0052公斤/小时。通过这两种方法的计算,为以后的维护工作提供了可靠的依据,使维护时间合理化,确保维护的有效性。
3.转轮气蚀主要影响因素
通过对机组在4年运行期间的水头数据和变化数据的分析,得出了机组在无负荷工况下的运行时间为6485.65h的结论。生产厂家规定,在水位在68.5-76m范围下,为了保证产量,基准操作时间不得超过8000h。在实际输出功率大于额定值的情况下,最长工作时间不能大于100h,最大气蚀损耗为30kg。但经现场实测与计算,实际气蚀耗损60kg以上,超过设计要求的2倍。
4.转轮气蚀处理与减缓措施
4.1转轮的设计和制造方面
气蚀是一种在世界范围内普遍存在的非常复杂的物理过程。专家们也在努力寻找能够防止或减少气蚀的发生的办法。对设计者而言,可藉由适当之设计,以改善其气蚀特性,如改善其翼型。从理论上讲,确定相关参数的合理取值,对提升机组性能、提升机组输出功率、提高运行效率等都有很大的实际意义。在常规工况下,由于机组运行状态良好,未发现初始蓄水池实际水位偏低,且未按常规工况运行,致使机组在运行中出现较大的振荡,引起尾水脉动,影响系统稳定,甚至出现气蚀现象。同时,还应确保铸件的加工质量,确保铸件的上端和下端都能达到预期的表面光洁度,达到设计的要求。在转盘上,所有的零件都要达到光滑程度。另外,还需要采用新的高强材料来改善气蚀性能。通过这次检测发现,采用不锈钢管的叶片和冠层能够有效地降低气蚀的产生。如果出现了气蚀,则首先要对母材进行研磨,再进行堆焊处理,最后,沿原线型进行打磨至平滑。
4.2转轮的运行工况方面
通过对机组工况的分析,提出了一套科学、合理的操作与控制方案,以最大限度地降低或消除空载工况,从而保证机组在正常工作状态下工作,防止气蚀现象的发生。同时,要积极地总结经营中的经验,对现有经营模式进行优化和调整。
4.3转轮的运行水头方面
对水库调度进行全面优化,保证水能实际利用率,防止水轮机在低于设计水头的情况下运行。如果能减轻气蚀现象,则对电厂效益是十分有利的,应得到全体技术人员的高度重视。
5.结语
综上所述,气蚀现象将直接影响到机组的出力和运行效率。当机组处于气蚀区时,将引起较大的振动,负载波动,从而影响机组的安全、稳定、可靠性。另外,不断加剧的气蚀会降低机组的使用寿命,给机组带来巨大的经济损失。对此,必须先做好设计与制作,以保证其合理性。在此基础上,对水轮机进行了优化调度,对水轮机进行了检修,并对水轮机的气蚀进行了及时的检测与处理。
参考文献:
[1]马广辉,路奔,张志,金文奎.水轮机转轮室气蚀修正处理方法[J].小水电,2012(05):70-71.
[2]周兆华.水轮机转轮及导水叶气蚀的维护[J].小水电,2004(05):64-65.
[3]宋明波.水轮机转轮气蚀分析及处理[J].东北水利水电,2003(09):48.
[4]王毅.水轮机转轮抗气蚀堆焊工艺及效益分析[J].陕西水力发电,2001(03):28-29.
[5]龙毅.水轮机转轮气蚀成因分析与修复[J].湖南电力,1998(05):28-31.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号