国能孟津热电有限公司
摘要:某电厂600MW汽轮机及其进汽阀组均为日本富士进口,其技术均脱胎于德国西门子机型,整体结构布置与上汽西门子机型相似。目前国内同类型机组尚未全面进入大修阶段,且基建时期为模块化整体安装,不涉及阀体部套的拆装,故对进汽阀组解体工艺的研究尚处于起步阶段。本文以某电厂1号机组大修为例,详细介绍了进汽阀组压紧螺母拆除、专用工器具的使用以及U形环安装及压缩量测量等解体工艺及注意事项,对国内同类型机组进汽阀组解体检修具有重要的指导意义。
关键词:进汽阀组、U形环、压紧螺母
前言:某电厂600MW汽轮机进汽阀组包含高主阀、高调阀、中主阀及中调阀,整体结构布置见图1和图2所示,由于各个阀门的功能位置不同,其内部结构特点各有不同,具体差别见表1。从中可以看出,4种阀门中,中主阀的结构最为简单,因为它是唯一一种立式安装结构,无需平衡装置即可拆除。高主阀的结构最为复杂,其采用卧式布置,拆除过程涉及平衡装置的使用、U形环压缩量测量、以及压紧螺母拆除等工艺,故本文以高主阀拆装为例,详细介绍汽轮机进汽阀组的解体工艺。


图1 高主阀调联合阀组结构布置图 图2 中主中调联合阀组结构布置图
部位 | 压紧螺母 | 预启阀 | 阀体U形环 | 安装型式 |
高主阀 | 有(1件S700×9) | 有 | 有(φ515×625×27.7) | 卧式 |
高调阀 | 有(1件S600×9) | 无 | 有(φ395×530×27.7) | 卧式 |
中主阀 | 无(法兰螺栓紧固) | 有 | 无 | 立式 |
中调阀 | 无(法兰螺栓紧固) | 无 | 无 | 卧式 |
表1 进汽阀组结构对比
一、压紧螺母拆除
1.拆除前数据测量。
高主阀压紧螺母在拆除前,需将螺母与阀体间的止动片切除保存好,再测量压紧螺母修前原始位置,具体为从螺母顶部到法兰结合面的距离,按照图纸要求为65mm,现场实测65mm,如图3所示,并在螺母与阀体对应部位做上标记,为后续螺母回装做数据准备。
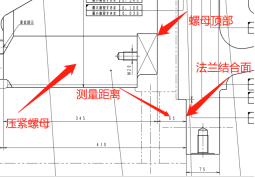

图3 压紧螺母修前原始位置数据测量
2.拆除前专用工器具安装
按照说明书要求,安装螺母拆除专用扳手(原始扳手强度不足,敲击过程中弯曲变形,现场对其加长加厚),安装扳手固定杆,以防止在敲击过程中扳手脱落砸伤人员及设备,而且现场创造性的安装高压缸连接螺母专用火焰加热器对阀体进行加热,以保障阀体受热均匀。如图4所示。
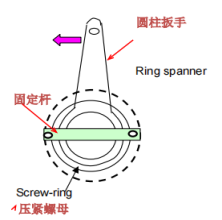

图4 压紧螺母扳手安装
3.压紧螺母加热及热松
点燃火焰加热器,并在压紧螺母内侧投放干冰,如图5所示,现场不间断测量阀体与压紧螺母表面温度,如图6所示,加热约30-40分钟后,阀体表面温度达到150℃,压紧螺母表面温度保持在20-30度左右,通过外侧加热阀体,内侧冷却压紧螺母,使得两者之间的螺纹间隙变大,从而减小螺母拆除过程中的阻力,达到螺母热松条件。
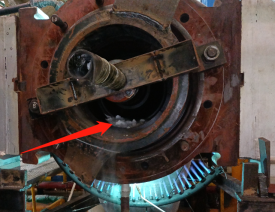
 图5 干冰投放 图6 阀体表面温度测量
图5 干冰投放 图6 阀体表面温度测量
使用行车将重3吨的重锤吊至螺母扳手位置,3人将重锤拉起并用力砸向扳手,重复3-5次就即可将螺母松动,此时需注意螺母松动的方向,高主阀螺母松动方向为,从机头看逆止针为松,顺时针为紧,如图7所示。

图7 压紧螺母热松中
4.压紧螺母取出
关闭火焰加热器,使用行车起吊螺母取出平衡装置,此时注意检查装置前方支撑转动是否灵活无卡涩,如存在卡涩需添加润滑脂,然后缓慢放入螺母内侧并将螺母轻微上抬,如图8所示,使螺母在垂直方向处于自由状态,使用扳手转动螺母,若感觉吃力,可调整平衡装置水平高度后再次尝试直至取出,如图9所示。


图8 安装螺母平衡装置 图9 压紧螺母取出
二、阀盖拆除
将4根连接拉杆插入阀盖的4个固定孔内,安装固定套筒及平衡装置后,在连接拉杆的末端安装螺母并紧固,这样阀盖与平衡装置即固定为一个整体。使用顶丝将阀盖缓慢顶出,如图10所示,直到阀盖完全被取出,如图11所示。此处需注意在平衡装置与阀盖之间需按照厂家设计要求安装固定套筒,此套筒的作用是在轴向和径向起固定作用,使平衡装置与阀盖连接固定为一个整体。


图10 阀盖缓慢取出
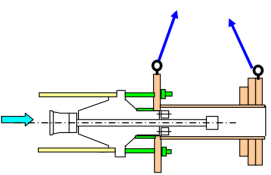

图11 阀盖完全取出
三、U形环的安装
1.U形环压缩量测量
U形环安装最重要的参数就是U形环的压缩量,其计算公式为a-b=c,其中,a为U形环密封面原始张口;b为U形环压缩后张口=阀体密封槽槽高-阀盖密封面凸台高度,如下图所示。

图12 U形环压缩量计算
以1B高主阀为例,测得U形环原始张口a为27.68mm,如图13所示,测得阀盖密封面凸台高度0.30mm,如图14所示,测量阀体密封槽槽高27.6mm,如图15所示,则U形环压缩量为c=27.68-(27.6-0.30)=0.38mm(标准为0.32-0.43mm),符合要求,具备安装条件。


图13 U形环原始张口a测量 图14 阀盖密封面凸台高度

图15 阀体密封槽槽高测量
2.U形环的安装
U形环安装前,需将U形环的接触面均匀涂抹密封胶(按厂家要求为Alinco Z-3),涂抹厚度在0.05mm左右,如图16所示,U形环要使用压缩空气进行吹扫,如图17所示,尤其是U型槽的内部,可能存在不易发现的异物,要重点进行检查。


图16 U形环接触面涂抹密封胶


图17 U形环的吹扫及安装
总结:
1.阀门压紧螺母拆除时,需对原扳手加长加厚,并通过投放干冰配合进行,可快速实现螺母拆除;
2.螺母的拆除与回装要注意旋转方向,从机头看,逆时针为紧,顺时针为松。
3.本论文中高压缸连接螺母拆除专用火焰加热器,创造性的应用到压紧螺母的拆除中,加热均匀,经现场实际检验效果良好,在机组大修中建议推广使用;
4.阀体内U形环的密封面要进行打磨清理,要求平整度在0.20mm以内,U形环安装时表面需涂抹密封胶,以确保密封效果。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号