浙江伟康电机有限公司,浙江省湖州市313000
摘要:电机主要包括机壳、定子、转子、端盖、轴承、带轮等部件组成;电机轴承是一个支撑轴的零件,它可以引导转子轴的旋转,也可以承受转子轴上空转的部件;而皮带轮安装在转子转轴上主要起到一个传动的作用,将电机的驱动力经皮带传动至相应的驱动设备上,进而实现设备的动作。本文涉及的是一种带压力位移监控的电机转子轴承带轮压装机技术。
关键词:电机转子轴承 带轮压装机 压力位移监控
前言
目前,微小电机行业在将转子轴承、带轮压入电机转子时,均采用独立设备完成压装方案,整体流程较为繁琐,效率较低,如要实现自动化还要用专用周转线连接,同时要使用到多个转子上下料的机械手,设备投入较大,运行成本较高。而且,目前行业内对使用的设备压入轴承、带轮的尺寸的检查多使用电子尺检测,其精度与寿命都不高。因此,现有的技术存在着生产效率较低以及尺寸检测精度和寿命都不高的问题。为了解决这类问题,本文研究了一种带压力位移监控的电机转子轴承带轮压装机技术,从而有效提高生产效率以及提升尺寸检测精度和寿命。
1行业现状
近年来,再制造不断得到国家政策支持,国家循环经济促进法提出,支持企业开展机动车零部件、工程机械和机床等产品的再制造和轮胎翻新。1有关政府部门希望通过组织再制造产品认定、建立行业准入制度、制订再制造验收标准及出台税收优惠政策等一系列措施规范再制造市场,并鼓励机床用户单位和机床再制造专业化企业相互合作,共同推进机床再制造产业化发展。电机压装机再制造行业将成为新的发展热点。
我国压力机制造企业自80年代开始.通过技术引进,合作制造和自主创新等模式积极吸收、消化国外机械压力机先进设计及制造技术,目前已经完全掌握机械压力机设计和制造技术。电机压装机广泛用于大中型电动机压装,是电机生产企业的必备设备。随着制造业向创新型产业结构转化,制造业将从“成本优势+大规模”向“专业化+信息化+小批量”转变。而利用现有车间设备进行技术改造,对企业提供点对点的个性化技术服务,将信息化逐步融入传统的生产线上,通过系统升级、构建物流网,将传统制造工艺与现代化信息有机的结合,既符合节俭办大事的国情,又符合再制造生产模式,为再制造行业提供了一个崭新的空间。2再制造比制造业需要更多的基础工作,这包括对旧设备的消化理解、通过再制造提升原设备的性能,能够通过新的制造工艺、热处理工艺、数控应用技术解决及替代缺损备件带来的难题。通过对终端产品工艺技术的理解,采用新技术、新工艺提高再制造设备的效能,最终达到绿色制造、循环利用的目的。3
2技术方案
带压力位移监控的电机转子轴承带轮压装机,包括机架,机架一侧设有转子移栽机构,转子移栽机构的侧面设有依次分布的转子送料线、轴承双向压装机构和带轮压装机构;轴承双向压装机构和带轮压装机构上均设有压装压力传感器,压装压力传感器连接有PLC控制器,PLC控制器连接有人机交互操作显示屏;PLC控制器还分别与转子移栽机构、转子送料线、轴承双向压装机构和带轮压装机构相连。
转子送料线包括送料架,送料架上方设有倾斜分布的转子输送滑道,转子输送滑道的底部依次设有多级阻挡组件和底部挡杆。转子移栽机构包括位于机架上的竖直支架,竖直支架的背面设有丝杠移动模块,丝杠移动模块上设有转子移栽滑台,转子移栽滑台侧面设有主升降组件,主升降组件的正面依次设有转子上料组件、转子移送组件和转子下料组件。翻转式轴承压头包括轴承压入夹持座,轴承压入夹持座上设有转动连接的翻转头,翻转头连接有翻转驱动模块;翻转头的端部还设有轴承压入套头,轴承压入套头上设有一组环形分布的弹性碰珠。
带压力位移监控的电机转子轴承带轮压装机中,带轮压装机构包括位于机架一端的带轮上料组件,机架中部设有电机转子放置架,机架的另一端设有带轮压力传感器;带轮上料组件的侧面设有带轮输送线,带轮输送线的进料端设有带轮上料盘。带轮上料组件包括电缸支架,电缸支架上设有带轮压入伺服电缸,带轮压入伺服电缸的输出轴上设有带轮压头;电缸支架的上方还设有带轮导向气缸,带轮导向气缸上设有与带轮压头和带轮输送线出料口相配合的带轮料筒;带轮压头上设有半圆开口。
3技术优势
与现有技术相比,本电机转子轴承带轮压装机由机架、转子移栽机构、转子送料线、轴承双向压装机构和带轮压装机构组成,将轴承装配与带轮装配集成在一台设备上,并且在同一工位实现了两个轴承的装配,减少了中转环节,极大的提高了生产效率。4而且,本电机转子轴承带轮压装机通过设置压装压力传感器与PLC控制器之间的相互配合,能分别监控两个轴承、带轮的压入力,在对带轮和轴承压装过程中均采用伺服电动缸,PLC通过读取伺服电机编码器的位置数据就能够实现压装尺寸的监控;无需再通过电子尺检测尺寸,结构简单,检测精度高,使用寿命长。
与此同时,本电机转子轴承带轮压装机使用一个转子移栽机构就实现了三套机械手的功能,同时能完成转子上料、转子移栽、转子下料;兼具前后设备的联机功能,不需另配搬送或周转装置,能够有效降低设备成本。本电机转子轴承带轮压装机的轴承双向压装机构在一个轴承压入工位实现了两个轴承的压装的功能,同时又仅使用了一套轴承上料机,大大节约了设备成本,有效的缩小了设备的尺寸,是一种成本低廉、功能齐全、自动化程度高、占地面积小、可无人值守的的电机转子轴承与带轮压装一体机。本电机转子轴承带轮压装机通过部件之间的相互配合,能有效节约设备投入成本,提高设备运行稳定性,还能够极大的缩短生产时间、提高生产效率。本电机转子轴承带轮压装机具有能够有效提高生产效率以及提升尺寸检测精度和寿命的特点。
4实施方式
通过转子移栽机构将转子送料线上的转子抓取到轴承双向压装机构的工位上进行双向的轴承压装,同时将轴承双向压装机构工位上已完成压装的转子抓取至带轮压装机构的工位上进行带轮的压装,同时还将带轮压装机构的工位上的已完成带轮压装的转子抓取至后续的流程上,完成一个轴承、带轮的压装循环。结合图1、2、3进行分析。
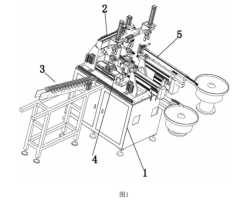
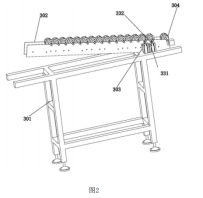
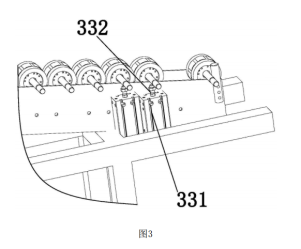
带压力位移监控的电机转子轴承带轮压装机包括机架1,机架1一侧设有转子移栽机构2,转子移栽机构2的侧面设有依次分布的转子送料线3、轴承双向压装机构4和带轮压装机构5;轴承双向压装机构4和带轮压装机构5上均设有压装压力传感器,压装压力传感器连接有PLC控制器,PLC控制器连接有人机交互操作显示屏;PLC控制器还分别与转子移栽机构2、转子送料线3、轴承双向压装机构4和带轮压装机构5相连。转子送料线3包括送料架301,送料架301上方设有倾斜分布的转子输送滑道302,转子输送滑道302的底部依次设有多级阻挡组件303和底部挡杆304;阻挡组件303包括阻挡气缸331,阻挡气缸331输出端设有阻挡杆332。转子移栽机构2包括位于机架1上的竖直支架,竖直支架的背面设有丝杠移动模块,丝杠移动模块上设有转子移栽滑台,转子移栽滑台侧面设有主升降组件,主升降组件的正面依次设有转子上料组、转子移送组件和转子下料组件。
移送电动夹爪的功能是配合丝杠移动模块和转子移栽滑台将轴承装压工位的转子搬送到带轮压装工位。转子下料组件上的电动夹爪的功能是配合丝杠移动模块和转子移栽滑台将带轮压装机构的转子搬送到后道设备的周转线的上料工位。轴承双向压装机构将转子放置在转子换向组件上,利用轴承移栽组件将轴承输送线上的轴承转移至翻转式轴承压头内,并通过轴承压入伺服电缸将轴承压入转子转轴上,随后转子换向组件旋转180度,将另一端的轴承压入。然后轴承压入套头旋转回原位,轴承压入伺服电缸动作将第一个轴承压入到设定的尺寸,然后轴承压入伺服电缸回到原位,轴承上料组件再次进行上料,同时转子换向组件进行180度翻转,轴承压入伺服电缸将第二个轴承压入到位。
结语
本文主要浅析了一种带压力位移监控的电机转子轴承带轮压装机技术。本电机转子轴承带轮压装机通过部件之间的相互配合,能有效节约设备投入成本,提高设备运行稳定性,还能够极大的缩短生产时间、提高生产效率。本电机转子轴承带轮压装机具有能够有效提高生产效率以及提升尺寸检测精度和寿命的特点。
参考文献
[1]葛伟伟,孙维丽,马玉华,周淑芳.高速永磁电机转子-轴承系统动力学特性分析[J].机床与液压,2021,49(14):169-172.
[2]吉莉,卯杰.电机转子轴承拆卸工装的研制与应用[J].机械与电子,2019,37(05):46-49.
[3]王亮,张涛,史士帅.伺服压装机在压缩机轴承装配中的应用[J].设备管理与维修,2022(23):104-105.DOI:10.16621/j.cnki.issn1001-0599.2022.12.43.
[4]石建刚,任帅.轴承自动压装系统[J].科技创新与应用,2022,12(14):90-93.DOI:10.19981/j.CN23-1581/G3.2022.14.023.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



