柳州工学院机械工程学院,广西柳州 545000
摘要:为了提高车门框焊总成检测的效率以及改善人为因素造成误差的影响,本设计基于PLC车门窗框总成的尺寸精度进行检测,通过检具的基准进行定位,基于PLC控制的测量系统可以把快速测距的激光测距传感器对焊总成的尺寸高精度显示并记录,并与已设定的零件尺寸标准进行比较,当检测尺寸符合要求就通过检测,当检测尺寸不符合要求时,通过报警器蜂鸣报警剔除不合格产品,同时进行数据收集,实现质量可溯源。通过实践,证明该检测系统可实现100%的高效全检,有效提高检测效率与检测精度。
关键词:PLC,车门窗框, 激光测距仪
1.引言
汽车车窗附属于汽车车门上的一个部位,是整个车身的重要组成部分,是为了满足车内采光、通风及司乘人员视野的需要而设计的。而汽车窗框是汽车车窗的钣金骨架,是非常大的焊接总成。早期通过人工方式采用游标卡尺加千分尺的方式对车门窗框焊总成进行尺寸检测,以确定其尺寸的合格性,由于人工检测量大,一般只实行抽检一定的比例的焊总成成品,容易造成漏检的现象;另外人工检测存在人为主观误差的概率更大。结合两方面的因素,本设计采取机械结构与PLC的电气控制加上先进的光电传感器相结合,形成整体的系统的机电融合检测系统,完成车门窗框焊总成的精确快速检测。同时为达成数据溯源,通过PLC外接存储器,用于数据读取存放。下面分别论述车门窗框焊总成检测系统的机械结构设计及电气控制设计的详细过程。
2.车门窗框焊总成检测系统的机械结构设计
如图一图二所示分别为检测装置机械结构的俯视图与主视图,支架上安装转轮,有助于测量装置的移动,支架上的底板为所有的相关的机械电气单元提供支撑,支架和底板(1),车门窗框支撑座(2),固定在所述底板(1)上;显示屏和电箱(3)主控电路,位于底板(1)前方,用于焊总成检测系统的固定、控制数据的采集与存储;零件定位装置(4),位于底板(1)位于检测件三个点,对车门窗框起定位作用;检测单元(5),作为检测装置的重点,对车门框总成的精度进行检测,并传送到显示屏和电箱(3)主控芯片;设备归零装置(6),用于对车门窗框检测前的公差归零;导向杆及夹紧装置(7),固定在所述底板(1)上,对检测零件起固定作用。
图三、四、五为检测单元(5)由激光探头B4,静音滑轨B3,通过连接块①—⑨将归零装置(6)滑台气缸B1和翻转座B2进行连接;
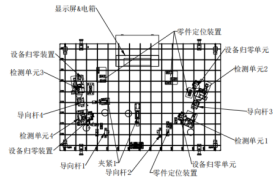

图一检测装置俯视图 图二检测装置主视图


图三 图四

图五
3.车门窗框焊总成检测系统的电气控制设计
PLC(可编程控制器) 是以微处理器为核心,集成自动化、计算机、通讯技术的新型工业控制装置。PLC 采用可编程序的存储器,用于内部存储和执行逻辑运算、顺序控制、定时、计数器、算术运算等操作命令,并通过数字式、模拟式的输入和输出控制各种类型的机械或生产过程[3]。PLC 具有可靠性高、抗干扰能力强、功能强大、编程简单、体积小、质量小、功耗低、安装维修方便等特点,主要有逻辑控制、运动控制、过程控制、机械加工的数字控制、机器人控制等多级控制。笔者选用的选择三菱的FX系列的FX3U-16MT控制器作为本自动化控制系统设计的核心控制器,完成简单逻辑控制、高级逻辑控制、HMI,网络通信等任务,采用GX Explorer 进行软件开发。
车门窗框焊总成检测系统PLC的控制流程详见图六,分三大步:
S1设备归零:每次系统运行开始检测前,使用设备归零装置(6)对检具的检测系统进行测点基准归零,归零到位,显示屏出现ok字幕并显示当前的公差带;
S2装夹:生产过程中,焊接总成按定位基准装到检测装置上,按动按钮1,由PLC输出信号带动导杆与夹紧装置(7)对待检零件进行定位夹紧,同时将当前相关激光传感器上电待用;
S3检测:由检测单元(5)上的激光测距传感器,自动对焊总成进行检测,检测的数据进入到PLC进行计算对比,检测测量数据是否超出公差带,在公差带内的亮绿灯表示通过,超出公差带则亮红灯并发出警报声,提醒停线进行焊接调整,同时显示屏上显示超出的公差直接数据,通过通信线把该次的测量数据进行存储,以便用于之后的数据溯源。
PLC的接口分配见表1。
表1 PLC主要输入输出地址分配表
输入 | 地址 | 输出 | 地址 |
零件感应 | X000 | 喇叭 | Y000 |
退回到位 | X001 | 伸出 | Y001 |
侧头伸出 | X002 | 打开 | Y002 |
侧头伸出到位 | X003 | ||
打开 | X004 | ||
报警喇叭 | X004 | 报警灯 | Y005 |
4.运行效果与小结
车门窗框焊总成的自动化检测系统设计完成后交由某汽车配件公司生产某轿车车门窗框焊总成检测使用,通过人工抽样测量结果与自动检测结果对比,自动检测系统比人工检测数据更精确,且检测速度提高了5倍以上。在智能制造的大背景下,车门窗框焊总成的自动化检测有效提高检测效率,且数据可以通过上传电脑迅速溯源,使得汽车成品公司对采购的车门窗相关检测过配件更为信赖。
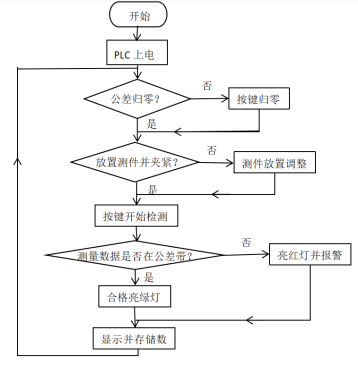
图六PLC检测流程图
参考文献:
[1]赵柏宁.基于PLC控制的机电一体化设备的安装与调试[J].冶金从刊,2018(3):132-133.
[2]熊辛明.电气控制与PLC [M].北京:机械工业出版社,2017.
[3]杨可桢.机械设计基础[M]. 北京:高等教育出版社,2020.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号