中车青岛四方机车车辆股份有限公司 山东 青岛 266000
摘要:钢结构在各类工程中得到广泛的应用,这些构件在制作过程中都存在焊接变形问题,如果焊接变形不予以矫正,则不仅影响结构整体安装,还会降低工程的安全可靠性。本文主要就焊接钢结构工艺中火焰纠正的应用,以供参考。
关键词:火焰纠正;焊接
引言
焊接钢结构产生的变形超过技术设计允许变形范围,应设法进行矫正,使其达到符合产品质量要求。实践证明,多数变形的构件是可以矫正的。矫正的方法都是设法造成新的变形来达到抵消已经发生的变形。在生产过程中普遍应用的矫正方法,主要有机械矫正、火焰矫正和综合矫正。但火焰矫正是一门较难操作的工作,方法掌握、温度控制不当还会造成构件新的更大变形。因此,火焰矫正要有丰富的实践经验。本文对钢结构焊接变形的种类、矫正方法作了一个粗略的分析。
2火焰矫正工艺分析
火焰矫正是在钢材的弯曲不平处用火焰局部加热的方法进行矫正。金属材料有热胀冷缩的特性,当局部加热时,被加热处的材料受热而膨胀,但由于周围温度低,因此膨胀受到阻碍,此时加热处金属受压缩应力,当加热温度为600~700℃时,压缩应力超过屈服极限,产生压缩塑性变形。停止加热后,金属冷却缩短,结果加热处金属纤维要比原先的短,因而产生了新的变形。火焰矫正就是利用金属局部受热后所引起的新的变形去矫正原先的变形。因此,了解火焰局部受热时所引起的变形规律,是掌握火焰矫正的关键。火焰矫正效果的影响因素主要有加热的最高温度,加热的速度,加热区的大小、形状、位置,以及冷却速度等。对于加热最高温度的确定需综合考虑以下两方面:
(1)材料产生塑性变形的力学条件为材料所受的力超过其屈服强度。为实现火焰矫正的目的,必须使已产生变形构件的局部内部热应力大于其屈服强度。大多数韧性材料在单向压缩时,其σ-ε曲线与单向拉伸时具有相同的弹性模量和屈服应力,从而可以通过拉伸时的屈服强度判断材料在压缩时的屈服强度。低合金高强钢的屈服强度随着温度的升高而降低。而同时根据温度应力公式可知,当局部温度提高,构件整体的温差变大时,构件内部的热应力增大。因此温度升高,在增大内应力的同时,会降低材料的屈服强度,所以火焰矫正中,加热温度越高,变形量会越大,对变形构件而言即为矫正量越大。
(2)材料不应出现不利的相变。火焰矫正中加热的最高温度应足够高以实现好的矫正效果,同时,为保证材料的组织不发生改变,加热的最高温度应严格限制在材料的下临界点温度以下,为确保这一点,负责加热的工作人员需配备温度监控器具。对于材料的热矫正,加热速度越高,材料受热的不均匀程度越高,从而变形量越大。为保证合理的加热速度,一般加热区域超过30mm的需增加热源数量。加热区越大,材料产生变形的区域越大,构件的矫正量越大。对于加热区大小的控制,需考虑避免加热区过大造成冷缩后变形幅度过大,从而导致矫正了原变形后又产生负变形,以及加热区过小导致收缩幅度不够而达不到矫正目的。在实际制造中,焊接残余变形导致的构件出现的变形多种多样,加热区的形状必须根据构件的变形进行确认。火焰矫正是通过使构件产生与原变形方向相反的收缩变形,来抵消原变形,实现构件尺寸的矫正,所以火焰矫正中加热位置(亦即变形位置)的选取应充分考虑焊接残余变形的几何特点,确保变形间的抵消效果。并配合加热区的不同形状,达到期望的矫正效果。另外,虽然冷却速度越快,矫正效果越好,但由于过快的冷却速度可能会导致产生额外的热应力或不利组织,所以,某些材料火焰矫正中的冷却速度需进行限制,一般通过规定冷却介质来进行规定。
2火焰矫正方法
(1)火焰矫正的加热方式。火焰矫正的效果,取决于火焰加热的位置和火焰的热量。不同的加热位置可以矫正不同方向的变形,加热位置应选择在加热位置较长的部位,即材料弯曲部分的外侧。如果加热位置不对,不但不能起到应有的矫正效果,反而会产生新的变形,与原有的变形叠加,变形将更严重。火焰矫正加热有点状加热、线状加热和三角形加热三种方式。点状加热就是加热的区域是呈圆环状的点,其加热点的直径越大,加热区域的收缩力就越大,加热点的直径随板厚增大而增大,一般用于薄板矫正。线状加热是火焰沿一定的方向作直线运动并同时作横向摆动,以形成有一定宽度的条状加热区。线状加热时,横向收缩大于纵向收缩,其收缩的量随加热区宽度的增加而增加,一般用于厚板的矫正。三角形加热是将火焰摆动,使加热区域呈三角形。因为三角形加热面积大,故收缩量也大,此法多用于矫正厚板和刚性较大构件的变形,如型钢和焊接梁的弯曲变形。
(2)火焰矫正顺序。采用点状加热法加热凸起的周围,加热的次序如图1所示。线状加热法是从中间凸起的两侧开始加热,然后逐步向凸起处围拢。如果钢板四边呈波浪变形,可用上述同样方法矫正,也就是将钢板放置在平台上,用夹具夹紧三边,则波浪形变形集中在另一边上,然后用线状加热方法先从凸起的两侧平的地方开始,再向凸起的地方围拢,加热次序如图2所示。
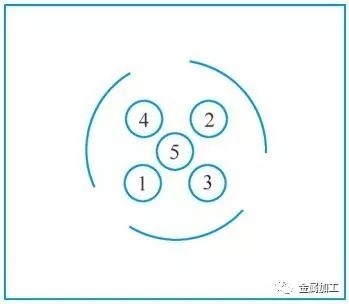
图1点状加热顺序
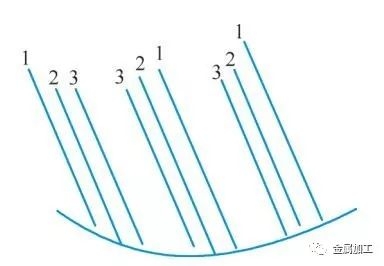
图2线状加热顺序
注:1、2、3、为加热顺序
加热线长度为板宽的1/2~1/3,加热线距离视凸起高度而定,凸起越高,变形越大,距离应越近。一般为50~200mm,如果第一次加热后还不平,则进行第二次加热矫正,但加热位置应与第一次加热错开。
(4)火焰矫正的工具。火焰矫正要使用到的工具有焊炬、氧气瓶、乙炔气瓶、减压阀、平尺、木锤及盛水器具,另外根据需要自制合适的垫板(平板)、加热压板、压梁及夹具等。
(5)火焰矫正方法。不同的情况采用不同的矫正方法。有两种情况:一种是板面上没有焊接其他物件,另一种是板面上焊有物件。第一种情况的矫正方法,是将薄板需要矫正的面贴在垫板或平台上,再将加热压板压在工件的变形部位,上面放上压梁,再用两个夹具左右夹紧压梁,拧紧夹具,使加热压板紧紧的压在工件上,使薄板变形部位被强行压平。加热压板、工件、垫板互相贴紧,不留间隙,这样才能控制火焰加热后薄板收缩的方向,达到理想的矫正效果。第二种情况的矫正方法,是在加热压板上开个缺口以避开焊接物件进行施压。如果矫正部位形状复杂,可采用两件或几件加热压板进行压紧矫正。点燃焊炬,将加热火焰调成中性焰,在加热压板上的加热孔中加热,加热时焊炬不要垂直于工件表面,应该倾斜10°左右,使火焰返回不直接烧烤焊炬。加热温度在600~800℃,如果温度不够,矫正效果不明显,温度过高,会熔化矫正工件的表面、烧透工件或留下烧坑。加热好后,迅速移开焊枪,浇冷水进行冷却。完成一个加热孔后,再换下一个加热孔加热矫正。加热点的密度根据工件的变形程度而定,一般采用隔孔加热。这样加热的点在孔的定位下分布均匀,收缩也均匀,矫正效果非常好。矫正完后,待稍冷却,拆掉夹具、加热压板等,擦掉板料上的水滴,以防生锈。用平尺测量其矫正效果,如还有点误差,可用木锤直接轻拍矫正。经过多次矫正后,加热压板可能会产生变形,应该及时调平后再使用。要注意垫板应该始终是平整的。
结束语
火焰矫正工艺中需重点控制的是母材的加热温度,确保在保证母材性能的基础上实现变形的矫正。对于S355材料的火焰矫正温度限制在700℃以下是可保证材料的性能满足要求的,但在实际产品建造中还需充分查阅项目文件资料,确保火焰矫正时所控制的温度符合项目要求。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



