中国水利水电第五工程局有限公司 四川省成都市 610066
摘 要:结合加查水电站溢流坝段弧形工作闸门支铰座铰轴更换施工,重点阐述了溢流坝段弧形工作闸门支铰座铰轴更换的主要施工工序,包括弧形工作闸门门叶、支臂、支铰座活动铰和固定铰固定,旧支铰座铰轴拆除,新支铰座铰轴回装等。受空间位置的限制,现场布置的3台缆机无法利用,因坝顶交通道路尚未形成,起重吊装设备无法进入现场,大坝蓄水迫在眉睫,各类不利因素给铰轴更换施工造成较大困难。通过支铰座铰轴更换施工,弧形闸门各项指标均满足设计及规范要求。
关键词:弧形闸门;支铰轴;更换
![]()
Jiacha hydropower station oversized arc door support hinge seat hinge shaft replacement construction
MA Guangtao
(Mechanical & Electrical Manufacture and Installation Branch,Sinohydro Bureau 5 Co., LTD,Cheng,Sichuan,610066)
Abstract: Combined with the construction of the overflow dam section of Gacha Hydropower Station, the main construction procedures of the overflow dam section arc working gate hinge replacement are described, including the fixing of the arc working gate leaf, support arm, movable hinge and fixed hinge, the removal of the old hinge, and the reinstallation of the new hinge. Due to the limitation of space location, the three cable machines arranged at the site could not be used, the traffic road at the top of the dam had not yet been formed, lifting and hoisting equipment could not enter the site, and the dam water storage was imminent, all kinds of unfavorable factors caused greater difficulties for the hinge replacement construction. Through the construction of the replacement of the hinge shaft of the support hinge seat, all indicators of the arc gate meet the design and specification requirements.
Keywords: curved gate; supporting hinge shaft; replacement
![]()
0引言
目前根据资料显示国内外水电工程的超大型弧形工作闸门支铰座铰轴更换技术很少有此类案例。国内水电站检修、运行维护质量保证措施尚处于初级阶段,超大型弧形工作闸门支铰座铰轴更换技术措施尚处于一片空白中,较少见到相关论文、措施以及应用实例。随着我国水电事业的逐步发展,中东部等发达地区大部分水电资源早已开发完成,水电开发的中心向西南、西北部移动,为保障已修建完成水电站的安全运行,创造良好的经济效益,电站的检修、运行维护必将作为未来一段时间内国内水电的重点。
1工程概况
加查水电站位于西藏自治区山南地区加查县城上游约5km处,是雅鲁藏布江干流中游桑日至加查峡谷段规划5级电站的第5级,属二等大(2)型工程,主要开发任务为发电,表孔溢流坝在蓄水、泄洪的同时作为排污通道,参与水库排污。溢流表孔弧形工作闸门是大坝水工建筑物的重要组成部分之一,可根据需要来封闭建筑物的孔口,也可全部或局部开启孔口,用于调节上下游水位和流量,工作闸门的稳定化运行,是大坝蓄水的一项必不可少的条件,在整个电站的运行中起到了至关重要的作用。
加查水电站溢流坝段从左至右共布置5套弧形工作闸门,弧形工作闸门结构形式为露顶式,操作方式为动水启闭,设计水头21.467m,门叶尺寸为15000mm×21900mm×2900mm。单孔闸门重约406.748t,单个构件最重为支铰座重约39.7t,每扇弧门依靠坝顶闸墩启闭机房内配置一台液压启闭机进行启闭。
正式蓄水前发现溢流坝段4#表孔弧形工作闸门右侧支铰座铰轴中心顶针孔处发现长300mm,深10mm裂纹,通过定期磁粉探伤检验,判定该裂纹为延迟性裂纹,如不及时更换,将会造成铰座运行卡阻、弧形工作闸门无法开启或关闭进而会威胁水电站大坝的安全运行,造成电站蓄水发电目标节点的滞后。
支铰座铰轴更换的难点如下:①受空间位置的限制,现有的3台缆机无法利用,汽车式起重机无法进入现场,只能采取传统机械设备完成支铰轴拆除、回装等工作,施工难度较大。②单个支铰轴重达约3吨,所用的施工设备较多,在拆除、更换过程中需要可靠的固定点,需做好施工安全防护工作。③溢流表孔堰顶高程3225.00m,堰面是开敞式堰面曲线,原点上游采用1/4椭圆曲线,原点下游接方程为y=0.0419x1.85冥曲线。堰面曲线与下游反弧段采用1:0.7的坝坡相接,反弧段半径22m,反弧段末端与消力池相接。电站已过流,下游消力池水位已升至3208.00m高程,弧形钢闸门支铰座铰轴中心高程3234.50m,坝顶高程3249.00m,施工位置时多为高空作业、邻水、临边作业,为支铰轴的拆除、回装增加难度,支铰与轴配合公差为H7g6间隙较小,最大间隙为0.136mm,最小间隙为0.022mm,轴与轴承的配合为H7,最大间隙为0.07mm,闸门的上、下支臂与后端结构已组焊完成,上下支臂已与闸门组装连接完成,存在一定的应力,拆装难度较大。④在拆除支铰轴之前,必须将支臂可靠固定,现场又无法进入大型吊装设备,必须现场制作吊装梁等加固措施,工作量较大。⑤采用液压千斤顶顶出、推进铰座铰轴时需采用百分表实时监控闸门固定铰端位移,判断铰轴顶出或推进时是否存在卡阻。
本文介绍了工期紧,难度大,在不拆除支铰座的前提下,进行溢流坝段弧形工作闸门支铰座铰轴拆除、更换的施工工艺。
2 铰轴更换施工程序
施工准备→铰轴运输→钢箱梁制作、安装→铰轴更换平台搭设→支臂加固、门叶加固、固定铰与活动铰加固→吊装系统安装→旧支铰轴退出→支铰轴工装制作、安装→新支铰轴安装→支臂、门叶、固定铰与活动铰之间的加固装置拆除→闸门与启闭机试运行调试,检查。
3铰轴更换施工
加查水电站超大型弧形钢闸门支铰座铰轴更换时,坝顶路面道路尚未形成,大型起重吊装设备无法进入现场,且施工场地受限,同时与土建存在交叉作业。根据现场的实际情况,因地制宜,在铰轴更换前,制作箱型梁、采购滑轮组、钢丝绳等组成起重设备,在狭窄、大型机械无法进入的施工场合更显出优越性,特别适合支臂及弧形闸门的重量的支撑。
支铰轴更换流程如下:弧形工作闸门固定方法选择→编制施工方案→方案论证→方案修改→方案再论证→技术设计定稿→更换前的准备→是否微调→技术修改→正式更换→技术经验总结。
根据现场的实际情况和受力点综合考虑,支臂起吊位置选择在支臂后端结构的正中间,通过起吊点将支臂起吊至支铰轴不受力状态。在此状态下,支臂前端与起吊点共同承受上下支臂(50.40t)、支臂后端结构(11.60t)、支铰活动座(20.50t)的重量并保持平衡,通过受力分析,起吊重量:F=(18.9×20.50+16.75×11.60+7.73×50.40)/16.75=58.00t。
3.1弧形工作闸门门叶固定
弧形工作闸门门叶加固通过采用规格型号为150mm×200mm×25mm的钢板在门叶面板边缘位置与侧轨进行可靠焊接而固定[1],连接钢板在门叶面板及侧轨处焊脚不小于12mm,在第1~5节门叶面板边缘左、右两侧且对称布置(即每节门叶两块连接板),上下位置位于每节门叶面板分节处下方0.5m,连接板安装焊接前需测量定位采用记号笔标记连接板位置,采用磨光机将面板及轨道处油漆清除,连接板安装时确保再次检查焊缝组合处是否有水、锈、油污及其他有害杂质,焊接过程中及焊后检验需严格安装规范执行,焊接后安排专职质检人员检查,加固示意见图1。

图1门叶加固示意
3.2支臂加固
若支铰座铰轴拆除后支臂、活动铰侧与固定铰侧脱离,根据吊点的受力状况,分析可知起吊重量(支臂及后端结构重量)约58t,现场设计制作安装一种箱型梁的一端采用4组定滑轮组、φ26mm钢丝绳、20t手拉葫芦、5组动滑轮组及25t卡环等[2],另外一端采用φ80mm销轴、φ26mm钢丝绳、20t手拉葫芦。通过调整手拉葫芦的行程,观察钢丝绳的受力状状况,当左右两侧的钢丝绳拉紧后,采用榔头敲击钢丝绳,检查钢丝绳受力状况,避免铰座支铰轴拆除过程中支臂和活动铰座的下坠、支铰轴退出或顶进卡阻等不利因素的出现。
临时系统吊装装置布置在3249.00m高程(即闸墩顶部),吊点中心位于支臂后端结构中间的正上方,箱型梁悬挑长度为2m,根据箱型梁就位位置,采用风钻钻孔,4#孔侧植入8根直径为32mm,长度L=1.5m锚杆,5#孔侧采用冲击钻钻孔植入8个φ20mm的膨胀螺栓,箱型梁就位后分别与锚杆及膨胀螺栓焊接固定
,工装的设计见图2。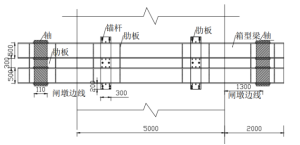
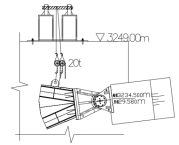

图2非常规起重设备示意图
3.3支铰座加固
为保证支铰轴拆除后支臂下垂量最小和减小滑轮组受力,同时更有保障安全性,考虑采用型钢加固的方法将活动支铰和固定支铰进行固定,采用厚度为40mm的钢板固定在支铰螺栓上,使用规格为25#的工字钢一端固定在钢板上,另一端固定在支臂后端结构上,支铰轴拆除前,活动支铰和固定支铰采用4根型号规格为[20的槽钢相连,避免因支铰轴退出后,支臂受力点不均而造成的固定铰与活动铰错位,确保安装质量。
3.4 支铰轴拆除
拆轴前检查所需测量仪器、检测工具等需检验,并在其有效使用期内,未经检验的检测仪器,不得使用。拆卸用的设备,使用前进行彻底检查,加强维护,保证设备的完好,不允许带病作业,施工中注意加强资料管理,做到资料齐全,不漏项,各工种严格执行本工种的工艺纪律,不得违反,所用吊耳、起吊用的吊具仔细检查,确认合格后方可使用;施工过程中不允许对设备本身造成损坏,确保设备完好性,在拆轴、装轴过程中必须严格执行设备厂家或专家的施工方法或建议,更换前进行技术交底、安全交底。
拆轴更换前,在支铰座固定铰上端与孔口中心侧分别安装两支百分表[3],检测在拆轴过程中一期预埋螺栓受的剪切力过大引起支铰座位移,防止预埋的铰座螺栓受剪切力的破坏。
正式拆轴时,采用100t的电动液压千斤顶一端置于轴正中心,受力端置于二期混凝土墙上(闸墩),拆轴时一人操作电动液压千斤顶,一人观察轴是否在位移和液压千斤顶压力表,两人观察百分表指针是否有变化,如遇特殊情况立即停止液压千斤施压,液压千斤顶及百分表的布置如下图3所示。

图3液压千斤顶及百分表的布置
3.5 新轴回装
回装前使用千分尺测量新轴的直径是否满足图纸要求。将新到的轴使用细砂纸进行打磨光滑平整,并且涂抹润滑脂,将支铰座的轴承及孔使用砂纸进行打磨光滑平整,涂抹润滑脂。如果拆轴的过程时需要加温才能拆除时,在回装时同样采用加温的办法将轴承及铰座进行加温到180度左右进行回装。回装轴所用的工器具、工装进行检查,安全防护措施是否到位;使用1#缆机将新轴吊装到4#孔右侧锚块上游边缘,再使用悬臂梁上的5t手拉葫芦进行固定,为新轴安装做准备。
回装时使用型号规格为80mm×10mm的角钢焊接环形工装架[4],角钢一端焊接在厚度为25mm的钢板法兰上面,法兰大小和孔轴端板相同,使用8个M36的螺栓固定,角钢另一端使用规格为25mm钢板的相连,为千斤受力点,在支铰上端和内侧分别架设两块百分表,检测支铰座固定铰的变化情况,百分表的布置及新轴回装工装见图4。



图4百分表布置及工装布置示意
在使用千斤顶装轴过程中,实时检测固定支铰的百分表的读数,一旦指针有变化,立即停止,使用20t葫芦重新调整活动支铰的位置,可能有卡阻的位置,确保轴能够平稳,均衡的进入,同时固定铰无位移情况,直至将新轴完全就位,在回装过程中,如果100t液压千斤顶行程距离不够时采用φ159mm×10mm钢管两端焊接钢板来增加行程,当新轴全部就位后回装端盖板。
3.6固定装置拆除
当新轴完全回装后,将固定门叶焊接的连接钢板进行拆除,打磨、补漆,将固定支臂的手拉葫芦,回装装轴的工装,工器具全部回收,确保闸门能安全运行。
3.7 闸门试运行
在闸门启闭前,重新检查确保无影响闸门运行障碍物,液压启闭系统已经经厂家确认能正常运行,所有管路阀门状态正常,闸门两侧水封有专人进行浇水润滑。
当所有的工作准备就绪后,启动液压启闭机,开始选择手动启动方式,采用点动进行启闭,当闸门在启闭过程中,监听支铰轴是否有异常响声,闸门运行状态是否正常,支铰轴无卡阻现象,当所有的运行状态正常后,采用自动启闭方式进行运行,闸门运行时平稳、无卡阻现象,无异常响声,铰座转动时无异响,全行程启闭试验时,闸门启闭在正常的纠偏范围内。
4 质量控制
支铰座铰轴到现场后,会同业主、监理、厂家对到货的支铰轴进行联合验收,检查材质合格证是否齐全,同时安排无损检测人员对铰轴进行磁粉检测,确认合格后方可进行安装施工。安装时安排有经验的技术人员和施工人员进行更换施工,安装前做好技术、安全交底工作,旧支铰轴拆除、新支铰轴安装过程中均需架设百分表,实时监控固定铰座的变形情况,避免支铰螺栓受剪变形,施工过程中安排专职质检技术人员现场跟踪和检查并邀请厂家技术指导确保各个环节的施工质量满足要求[5]。
5结 语
加查水电站弧形工作闸门支铰座铰轴更换完毕后,弧形闸门运行平稳、无卡阻、无异常响声,各项指标均满足设计及规范要求,目标的顺利实现确保了蓄水发电目标的顺利实现,通过支铰座铰轴更换施工的实际实践,在过程中搜集到了第一手资料;通过实践过程和最终的成品合格情况,结合过程资料,论证此项技术的关键的技术控制要点,可行性及风险,同时总结分析、改进,在积累施工经验的同时,培养一批金属结构施工施工技术、质量控制人员,为公司今后进一步市场开发及类似工程投标、施工进行经验储备、技术储备与人才储备。
![]()
参考文献:
[1]程嘉佩主编.材料力学.北京.高等教育出版社.1989年。
[2]张质文.起重机设计手册.北京.中国铁道出版社.2013年。
[3] 江正荣.建筑施工计算手册.北京.中国建筑工业出版社.2007年。
[4] 荀占超.公差配合与测量技术.北京.机械工业出版社.2018年。
[5] 《电力工业标准汇编水电卷》编辑委员会.金属结构设计.北京.水利电力出版社.1994年。
作者简介:
马广涛(1989-),男,河南开封人,工程师,现从事金属结构制作、安装工作。
![]()

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



