中国电建核电集团 山东 济南 262600
摘要:随着中国焊接技术的快速发展和产品质量要求的不断提高,TIG-MAG双弧焊接技术备受关注。本文对比了单一MAG焊接、TIG-MAG复合焊接和MAG-TIG复合焊接三种方法,并针对Q345-B低合金高强度钢进行了实验研究。实验结果显示,采用MAG-TIG复合焊接后,焊接宽度和熔池宽度均有所增加;采用TIG-MAG复合焊接后,焊缝余高和焊缝熔化厚度均有所增加;而采用TIG-MAG双弧焊接后,焊接余高和焊接熔化厚度均有所增加。这些结果对于进一步优化焊接工艺具有重要意义。
关键词:MAG-TIG复合焊单MAG焊焊接成形
1 绪论
1.1课题的背景及意义
中国焊接技术的快速发展和产品质量要求的提高使得高效和优质的焊接技术变得愈发重要。双弧焊接通过并联两种不同类型的电极形成复合电极,提高了制造效率。与单弧焊接方式相比,双弧焊接具有更高的生产率、更好的成形性和较低的热输入等优点。使用双弧焊接技术可以有效规避预热过程,提高生产质量和工作效率。
本文比较了TIG-MAG复合焊接和MAG焊接,通过焊接实验,对焊缝进行切割处理,然后对试件进行打磨。最后通过对焊缝的余高、熔宽和熔深进行观测,确定最佳的焊接方案。
1.2 TIG-MAG双电弧复合焊接的原理及特点
TIG-MAG复合焊接是一种将TIG焊接和MAG焊接有机结合的新型焊接方式。图1.1显示了TIG-MAG双电弧复合焊接的构造。通过使用TIG-MAG双焊条,同时利用电弧焊接和热源焊接技术,提高焊接质量。这种焊接方式在实际应用中具有重要的意义。
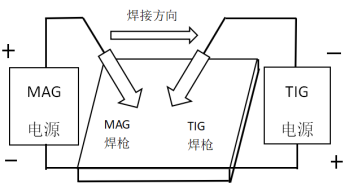
图1.1TIG-MAG双电弧复合焊原理图
1.3课题的主要研究工作
通过对Q345-B型12毫米厚的低合金高强度钢进行两次TIG-MAG复合焊接和一次MAG焊接的熔化情况进行了观察:
1)了解单个MAG焊接和两个MAG焊接条的工作机理和特点;
2)研究Q345-B型低合金钢的可焊性;
3)研究适用于单一MAG焊接和双重电弧组合焊接的焊接参数条件;
4)观察和显微分析单丝MAG焊接和双丝MAG焊接的成形形态,总结单丝MAG焊接和双丝MAG焊接过程中的成型规律。
二试验材料、设备及方法
2.1试验材料
本实验采用碳含量为0.20%,拉伸强度为470~630 MPa的Q345-B低合金高强度钢作为试验材料。Q345-B钢材具有低合金元素的特点,可焊性良好,通常无需在焊接前进行预热。同时也是国内应用最广泛的低合金钢材之一。实验结果表明,Q345-B钢材的基体组织良好。
2.2试验设备
图2.2展示了测试装置。(a)显示了使用NB-400焊接电源的WW极氩弧焊焊接系统,包括引弧、稳弧隔直装置和控制系统。(b)展示了用于CO2气体保护焊的WSM-400型焊接机。

(a)TIG焊机

(b)MAG焊机
图2.2试验设备
2.3试验方法
本实验比较了TIG-MAG复合焊接和MAG焊接的成形效果。使用三种不同的工艺对Q345-B进行表面处理,并进行了对比分析。工艺包括:1. 使用单一的MAG电极;2. 使用MAG-TIG复合焊接方法进行堆焊;3. 使用TIG-MAG双电极焊接。在其他参数不变的情况下,改变焊缝的方向,观察不同焊缝方式对焊缝成形和力学性能的影响。同时测量了焊道的表面形貌、熔宽和熔深。
在进行焊接之前,对试件表面进行打磨以获得平整的效果。首先使用磨床对试件表面进行打磨,然后用小锉清除毛刺和杂物。最后,使用小锉清除试件表面的油脂。
实验中使用直径为1.2mm的CHW-50C6R钢作为实验材料,该材料是经过优化化学成分和热处理制度得到的新型结构材料。焊接过程中使用符合标准GB/T8110的CO2气体保护焊丝进行焊接。MAG焊接时使用CO2气体作为保护气体,TIG焊接时使用氩气作为保护气体,两种气体的流量均为10 L/min。
焊接后,将试板线切割成20毫米 x 20毫米的小样。然后使用180#、800#、1500#、2000#的金相磨砂纸按照相同方向进行纵向磨砂。最后使用颗粒大小为W1.5的研磨抛光剂在型号为YMPZ-2的自动金相试样磨抛机中进行打磨。在打磨过程中适时添加抛光膏,并用清水和吹风机清洗和吹干样品。随后将打磨好的样品浸泡在3%硝酸乙醇溶液的腐蚀液中,轻轻摇晃样品以便侵蚀。最后用清水清洗和吹干样品,以便进一步观察。
首先进行目视检查,确定焊接后是否存在气孔、夹渣等明显的焊接缺陷,并观察焊缝断面的融合状态。对焊接过程中产生的余高、熔池厚度和焊接热影响区(HAZ)的厚度进行测试并记录。通过对样品进行化学刻蚀,可以清晰地观察样品的微观结构。
三 单MAG焊与双电弧复合焊成形对比
3.1单MAG焊与TIG-MAG双电弧焊焊接成形对比
本节比较单MAG电弧焊接及双电弧复合焊接之焊接成形形貌,图3.1焊缝成型中可见MAG-TIG双电弧焊及TIG-MAG双电弧焊之焊缝宽度均较单MAG大,成形样貌稍佳。当其它条件相同时,双电弧焊接的焊接质量和焊接成型均优于单电弧焊接。
3.2双电弧焊接与单电弧焊接熔深的对比
首先进行的是单MAG焊接,如图3.2(a)所示。在焊接过程中,熔池的移动情况不稳定,成形形态不均匀。图3.2(b)产生的焊接接头熔孔更加均匀,焊接接头更漂亮,形状也更均匀。基于TIG焊接的基础,TIG和MAG-TIG双焊点的稳定性要好得多。在电弧存在的情况下,焊丝与平板相互作用,直至熔化成液态金属。
比较(b)和(c)两种双电弧焊接的,可以发现它们的区别在于焊接的方位次序。一种是MAG焊接,另一种是TIG焊接。对于大间距的工件来说,TIG-MAG双电弧焊接的性能优于MAG-TIG双电弧焊接。
在相同的参数设置下,比较了MAG焊接和TIG-MAG复合焊接的焊接熔深。如图3.4(a)所示,单MAG焊接的焊接熔深为4.83mm。结果显示,双电弧焊接具有更大的熔深和熔池宽度。

(a)单MAG焊

(b)MAG-TIG焊

(c)TIG-MAG焊
图3.2单MAG焊与双电弧复合焊熔深横截面
3.3焊缝金相组织分析及分析
图3.3展示了MAG焊接和MAG-TIG双重焊接的三个焊缝区域a、b、c。根据图中观察,这两种焊接方式的焊缝区域表现良好。热影响区是未熔化的区域,因此也被称为半熔区。通过观察图3.3 A、B、C的焊接曲线,可以发现与图3.3 A、B、C相比,热影响区的粗晶区铁素体和焊缝区的柱状晶体更细,晶粒度也更粗,说明这两种焊接方式的焊接质量优于单一焊接方式。

(a)单MAG电弧
(b)MAG-TIG电弧
(c)TIG-MAG电弧
图3.3焊接接头金相组织
结论
本文对比了TIG-MAG复合焊接和MAG焊接的成形效果,并对焊接参数进行调整。通过对Q345-B低合金高强度钢的焊接实验,得出以下结论:
(1)在相同的参数下,使用TIG-MAG双电弧复合焊接的成形效果优于单一MAG焊接;
(2)对于Q345-B低合金钢,TIG-MAG双电弧焊接的焊接熔深、焊缝余高和焊缝熔化厚度均较单一MAG焊接有所增加;
(3)TIG-MAG双电弧焊接与MAG-TIG双电弧焊接进行比较,焊接熔深、焊缝余高和焊接熔化厚度均有所增加。
第一作者: 姓名:张洪彬 性别:男 出生年月:1995/11/14 民族:汉 学历:大专 职称:高级焊工 研究方向:焊接。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



