中核中原建设西北分公司 陕西 西安 710000
摘要:钢筋混凝土结构作为传统结构被广泛应用在建筑行业,但随着科学技术发展,钢-混结构、钢结构在超高层和大体量、大跨度建筑中被广泛应用,作为建筑行业从业人员,掌握钢结构尤其是超高层建筑中钢结构的施工技术和管理方法,科学控制整个施工管理过程,才能保证现代超高层建筑结构的施工质量,高效完成承接的建筑任务。
关键词:超高层建筑;钢结构;施工管理
引言
随着城市化发展的加快,人们对生活、环境质量的要求也在不断提高,超高层建筑在使用功能、外观形态上不断丰富,传统的钢筋砼结构已经无法满足现代建筑需要,由于钢结构优良的力学性能和材料的可塑性,材料可循环利用、半成品大量在工厂加工,施工周期较短,建造成本较低,施工绿色环保,具有较强的综合性能等特性,被大量应用在超高层建筑工程中。本文从施工管理的角度出发,对超高层钢结构施工的深化设计、构件加工、现场安装等关键工作和管理进行研究,提出钢结构施工管理的重难点,期望能给建筑从业人员一定的借鉴。
1 超高层建筑钢结构深化设计
钢结构深化设计是基于原钢结构施工图纸采用专用设计软件Tekla 结合Autocad或其它软件进行,用Tekla 1:1建立与工程实际完全相符的钢结构3D全真模型,在钢结构建模过程中综合考虑加工、运输、吊装、土建、装修、机电、给排水、暖通、幕墙等各专业的要求与联系,最后生成满足钢结构采购、制作、运输、安装等各方施工需求的钢结构相关专业报表及生产加工详图。
1.1 钢结构制作、安装及焊接工艺确定
1.1.1构件生产加工及安装工艺确定
对超高层钢结构项目深化设计前工程技术人员应深入调查加工车间、施工现场、运输线路了解生产、运输、现场存放、吊装能力及现场组装、安装队伍的能力,结合钢结构施工验收规范要求,综合考虑后对超高层建筑钢结构的柱、梁、支撑、桁架等构件进行分段、分节,拿出制作、安装工艺方案,与深化设计人员进行讨论,确定加工及安装工艺和方案,加工厂按照深化图纸和方案加工。
1.1.2 焊接工艺
焊接技术人员根据加工及安装工艺确定加工及现场安装的焊接方案,并组织焊接工艺评定进行验证、完善。
1)根据工程设计文件、加工及安装工艺要求,编制项目焊接工艺方案、焊接工艺评定方案,对焊接母材的材质、焊材的材质、焊接节点构造、焊缝坡口形式、焊接方式等提出要求,并根据焊接工艺评定报告进行验证和完善后制订焊接作业指导书和焊接工艺卡用于指导加工和安装。
2)对于超高层建筑的组合构件(尤其是巨柱、巨梁等构件)内部焊缝,在深化时提前考虑预留操作孔、焊接收缩余量等,保证现场安装时可进行焊接操作、焊接接长后不会因为焊接收缩导致梁柱墙等关键节点无法安装。
1.2 超高层钢结构典型构件及节点深化
超高层建筑钢结构节点涉及柱-柱、柱-梁、梁-梁、托架、支撑结构、柱脚等节点,这些节点一般是通过焊接、栓接或者二者结合方式进行连接,在深化设计时须重点深化。
1.2.1超高层钢结构深化设计的典型构件:钢柱、钢墙、支撑、梁和桁架等进行深化设计
1.2.2深化设计的控制要点
由于超高层钢结构构件截面尺寸大、板材厚、重量重、连接节点复杂、焊接困难等原因,深化设计应重点考虑以下内容:
(1)根据加工、运输、吊装能力及现场场地条件、现场施工队伍技术水平等情况,对超高层钢结构主体构件进行合理的分段、分节并设计组合安装节点;
(2)对钢板墙、柱及支撑与基础脚部连接进行深化设计(直埋式和锚栓式);
(3)对钢板墙、柱、支撑、桁架连接节点进行深化设计;
(4)杆件运输、吊装、组装施工节点深化
为满足结构构件运输、吊装和现场安装需要,须进行吊点、安装临时固定措施、施工操作平台及防护措施等须同时深化、同时加工并组装;为满足巨型构件安装焊接需要,在深化设计时须考虑焊接通道;
(5)特殊节点设计
对于超高层钢结构,存在多杆件交汇连接,节点复杂,常规连接节点无法满足强度和刚度要求时,应考虑设置车间整体成形的铸钢构件节点来代替。

某桁架连接铸钢节点
1.3 现场安装吊装设备的选型
根据竖向钢结构分段尺寸和最大单节重量,结合现场材料堆场情况、起重设备安装位置、钢结构吊装最远安装位置等参数,选择起重设备,确保最远安装位置钢结构重量小于起重设备在该起重幅度的起重量不超起重设备最大起重量;
1.4 钢结构深化设计完成,施工详图打印后,应送原结构设计单位进行审核合格后才能用于施工。
2 超高层钢结构构件加工制作
2.1构件加工制作技术准备
2.1.1构件加工技术文件的编制
技术质量部门应根据国家及行业现行的钢结构设计、施工验收标准、规范、施工图纸等技术文件,编制施工工艺指导书、施工方案,对施工人员进行交底。
2.1.2 组织进行焊接工艺评定、试验,进行焊接变形及焊接收缩测试,组织焊接人员焊接工艺培训和考试;
2.2 钢结构构件加工制作
2.2.1 进场的原材料,有关各方共同进行材料的质量证明文件、外观质量等进行检查合格,并经见证取样送检进行钢材化学成分、力学性能检测。
2.2.2 钢结构构件加工
(1)检验合格的钢结构板材下料前须采用矫板机进行矫平;
(2)放样和号料:按照现行《钢结构施工质量验收标准》、钢结构加工工艺文件等要求进行号料:如钢梁翼缘板与腹板的接头应错开200mm以上,且接头不应位于梁的1/3处;排版时根据选定的下料形式,须提前考虑下料端口采用刨边等机械加工余量;对于焊接构件下料,应根据焊工艺评定确定焊接收缩余量在号料时留足余量。
(3)下料
钢板常规采用气割、机械切割、等离子切割、冲模落料等方式下料,为保证质量首选数控下料:数控直条切割机、多头火焰数控切割、数控剪板机等,对于厚度小于10mm的薄钢板,采用等离子切割下料,下料应严格按照现行规范及工艺指导书要求控制下料质量、余量。
(4)边缘加工:下料后应按加工工艺指导书要求进行边缘加工。
2.2.3构件车间组立、焊接
钢构件在车间加工完成并经质检部门检查合格后,按照构件加工工艺顺序要求在组装平台上进行组立、点焊固定,固定后经质检部门检查合格,吊装到组焊台架按照焊接工艺指导书确定的焊接工艺进行焊接;
2.2.4焊接质量检测
超高层钢结构柱、梁、支撑及桁架等主体构件主焊缝基本都是一、二级焊缝,焊接完成后,根据现行《钢结构工程施工质量验收标准》GB50205及《钢结构焊接规范》GB50661相关条款规定,对焊缝外观质量、焊缝尺寸偏差进行检测,同时根据焊接规范及图纸要求进行焊缝内部质量检测。
2.2.5构件矫正、端部加工
(1)钢构件加工完成后因焊接、吊装会产生变形,因此在焊缝检测合格后应采用机械矫正、火焰加热矫正及机械和火焰联合矫正的方式进行变形矫正。
(2)对于预留加工余量的构件应按照加工工艺文件规定进行端头加工并打磨,保证端头平整光滑,表面无毛刺。
2.2.6成品、半成品构件质检
构件组装完成后,应按照加工工艺文件要求对构件的外形尺寸、外观质量进行检查并形成书面检查记录。
2.2.7涂装
根据设计图纸和加工工艺文件要求,钢构件表面应按照规范及设计要求进行除油、除锈,经检查符合要求后按照设计要求进行表面涂装。
为了保证构件加工精度满足要求,构件出场前应进行预拼装。
3.1实体预拼装
3.1.1 预拼装要求及控制要点
(1)预拼装应在平整、坚实场地上进行,拼装位置按照设计图纸要求进行测量定位,对于有预起拱、焊接收缩等的预拼装构件,应按预起拱值、收缩量的大小对尺寸定位进行调整;
(2)高强度螺栓和普通螺栓连接的多层板叠,应采用试孔器进行螺栓孔通过率检查,并应符合下列规定:
1)当采用比孔公称直径小 1.0mm 的试孔器检查时,每组孔的通过率不应小于 85%;
2)当采用比螺栓公称直径大 0.3mm 的试孔器检查时,通过率应为 100%;
(3)预拼装合格后,应在构件上标注中心线、控制基准线等,必要时可设置控制器。
3.2模拟预拼装
应用计算机辅助软件,采取3D扫描方式对构件扫描后进行模拟预拼装。
3.3构件实体预拼装允许偏差应符合《钢结构工程施工质量验收规范》GB5020第9.2.3条要求。
4超高层建筑钢结构安装管理
4.1施工测量
4.1.1施工控制网建立,根据建设单位提交的市政坐标控制点、高程控制点,建立项目整体的三级施工测量控制网。
4.1.2施工过程测量与位置校正
超高层建筑的钢柱、钢板墙、钢梁、桁架等施工安装过程中,其安装位置、标高等始终需伴随测量、复核、校正工作,因此,应在施工前完成施工测量放线方案,并按方案选用合适的测量仪器进行楼层标高、控制轴线的引测和施放,在进行钢柱、梁、钢板墙、桁架吊装、固定过程中进行位置标高控制、校正与复核,确保钢构件安装位置准确。
4.2钢结构吊装
4.2.1钢结构进场检查验收及存放
钢结构运抵施工现场后,现场技术、质量管理人员会同监理、工厂质量人员共同对进场构件外观、尺寸、焊缝质量及车间资料等进行验收,对于超差内容必须维修合格后方可签收;施工单位应根据现场交通组织、吊装能力、安装顺序等情况,将钢构件分类、分批存放安全在吊装机械起重幅度内,并设置防雨、排水设施。
4.2.2钢构件埋件施工
埋件施工前,应将埋件控制轴线、标高施放在现场,安装时将埋件中心线、边线与锚栓的定位中心线重合,进行位置与标高复核后固定;在基础、梁柱砼浇筑过程前再次复核位置及标高,并对锚栓进行保护。
(1)柱脚锚栓施工
柱脚锚栓一般采用直锚式柱脚和可调锚栓等方式进行预埋;直埋式柱脚通常将首段钢柱直接固定在刚性较大的钢结构支撑架上,支撑架直接与基础结构骨架进行焊接固定,在砼浇筑过程中首段柱位置、标高容易受到浇筑影响导致柱位置、标高超差;可调锚栓一般将柱脚预埋螺栓固定在砼基础结构中,砼浇筑后再通过可调螺栓进行柱脚安装,待首段柱脚安装位置、标高调整达到图纸要求后再对埋件采用二次浇筑(如下图示),确保首段柱位置正确。
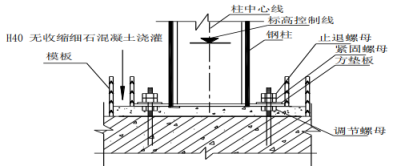
某项目柱脚锚固示意
4.2.3钢结构吊装施工
(1)钢柱吊装
首节柱安装
1)柱基础砼浇筑并达到一定强度后,清理锚栓保护层,调节下部螺帽到设计标高;在基础底板上测设本层控制轴线、柱位中心轴线、柱位边线;同时将首节柱底板中心线、柱高中心线测放在首节柱底板及柱身上;
2)在首节柱顶部四个方向挂上倒链做缆风绳,挂好安装爬梯及操作平台;
3)起吊首节柱,平移到锚栓位置,缓缓下落,将锚栓杆穿过首节柱底板螺栓孔,缓慢下落到下节螺栓帽上,将首节柱中心线与底板上柱位中心线重合,临时固定四周缆风绳;
4)通过锚栓的调节螺栓和千斤顶配合,进行首节柱位置精调,保证砼底板上中心线与首节柱底板中心线重合,调整首节柱底板标高;再通过安装柱位垂直交叉设置的两台经纬仪进行首柱垂直度测量,通过临时固定的倒链结合调节螺栓进行首节柱垂直度校正,当首节柱的位置、标高、垂直度均满足要求后将缆风绳固定,将锚栓螺帽固定并将其与首节柱底板焊接;
5)采用微膨胀细石砼将柱脚底板与结构基础浇筑完成;
上节柱吊装
1)钢柱在出厂前将柱号、段号、安装方向、中心线等测放在柱身上;吊装前将安装爬梯、上端操作平台安装在柱身上;
2)吊装前将下节柱顶部、安装柱接头位置的垃圾、浮锈等清理干净;
3)缓慢起吊钢柱,平稳到达钢柱安装位置上空,缓慢降落调整,使下降段柱中心线与下段柱中心线重合(四面均重合),将活动夹板平稳插入下节柱安装耳板内,用临时连接螺栓固定(如下图1示意);

图1:某项目柱对接安装示意 图2:某项目柱顶标高调节示意
4)用缆风绳进行柱身垂直度初步调节,垂直度满足要求后将连接螺栓拧紧,拉紧缆风绳;
5)用千斤顶+斜铁配合全站仪进行上部柱顶标高调整。如果测量发现柱顶标高低于设计标高,则采用在柱连接段的上下位置焊接衬垫板,用千斤顶顶起上层钢柱,调节顶部标高满足设计后,在两节柱接口处打入斜铁固定;如果上节柱顶标高高于设计值,则采取对上节柱顶进行切割打磨方式以满足安装标高要求;当柱顶标高满足要求后拧紧耳板螺栓,并采用点焊将接口固定(如上图2示意);
6)钢柱垂直度采用在钢柱轴线垂直方向架设两台经纬仪进行测量,用钢柱顶部充当缆风绳的倒链进行调节,当两个方向垂直度均满足要求后固定缆风绳;
(2)钢梁吊装
在钢柱校正、固定后,进行钢梁安装,使柱、梁形成稳定框架结构。当梁与两端的柱形成稳定框架单元时可同时进行柱、梁安装精度复核达标后进行固定,当完成一个独立单元柱与框架梁安装后可进行本单元次梁安装。
1)钢梁吊装前,应对钢梁的定位轴线、标高、截面尺寸、腹板螺栓孔位置和直径、翼缘板焊接坡口等进行复核,并对接口位置进行清洁,对产生浮锈的连接板和摩擦面进行除锈处理;
2)待吊装的钢梁应装配好附带的连接板,并用工具包装好预装螺栓,注意钢梁上下方向,保证安装正确;
3)将钢梁吊至安装位置上方后,缓慢下降至牛腿,待梁中心线与牛腿中心线重合后,安装腹板连接板,插入安装螺栓临时固定,并调节梁两端坡口间隙后打紧固定,临时安装螺栓数量不得少于该节点螺栓总数的30%,且不得少于两个,对于产生偏差的螺栓孔,用绞孔机扩孔;
4)每段框架施工时一般先栓后焊;多层钢梁安装,首先固定顶层梁,再固定下层梁,最后固定中间梁;
5)钢梁的吊装顺序应严格按照先主梁后次梁的顺序进行;
6)钢柱焊接宜在本层段钢梁吊装矫正后进行。
(3)环带桁架吊装
环带桁架一般跨越几个结构楼层,自重大,体积大,一般采用分解安装,先吊装下弦,再吊装竖腹杆、斜腹杆,最后吊装上弦杆安装。因此桁架安装应搭设施工安全脚手架及安全围栏。
1)按照深化设计分解的桁架分段,在安装位置设置桁架安装支撑架,并确保标高准确;
2)吊装第一段桁架下弦杆安装在预先搭设的安装支撑架上,用临时耳板固定,安装第二段桁架下弦杆,采用千斤顶对桁架下弦进行支撑和标高的调节,调节达要求后采用临时螺栓固定,直至该位置下弦杆各段安装完成并进行校正后与两端柱临时连接固定;
3)按照分解设计安装斜腹杆、横向腹杆及竖向腹杆,调整位置、标高后临时固定;
4)安装上弦杆,在桁架全部杆件安装完成后进行整体校正合格后进行临时螺栓更换固定后进行焊接。
4.2.5钢结构连接施工
超高层钢结构连接形式主要有螺栓连接(含高强螺栓连接)、焊接两种形式。
(1)高强螺栓连接
1)高强螺栓及连接件在使用前按规范要求进行以下检验:
a.高强度螺栓连接付扭矩系数试验;
b.紧固轴力试验;
c.连接件的抗滑移系数试验及复验。
2)高强螺栓施工
a.高强螺栓安装前作好接头磨擦面清理,并不得在雨天进行安装;
b.使用的扭矩扳手应按规定进行校准和标定,班前应对扭矩扳手进行校核,合格后方能使用;
c.高强螺栓应自由穿入螺栓孔内,采用铰刀扩孔时,铁屑不得掉入板层间,扩孔数量不得超过单个接头螺栓孔的1/3,扩孔直径不得大于原孔径再加2mm,严禁用气割进行高强螺栓的扩孔工作;
d.接头安装时应首先采用临时螺栓固定,临时螺栓数量不得少于该节点螺栓总数的30%,且不得少于两个;
e.当结构构件安装完成并形成稳定单元后,进行高强螺栓安装,高强螺栓安装顺序应从中间向四周扩散方式安装,临时螺栓应在其周边高强螺栓紧固后再更换;
f.高强螺栓的紧固,采用专用力矩扳手分两次进行:初拧紧固到设计预拉力的60~80%,并在螺栓周围做好标记;终拧应达到设计标准轴力(扭剪型应将所有梅花卡头拧掉)为准。
g.高强螺栓力矩检查应在终拧完成1小时后进行,并在24小时内检查完成。
(2)焊接
1)施工准备
a.施工采用的焊接材料应符合现行国家施工验收标准及规范要求;
b.超高层建筑钢结构采用大量厚板施工,对于板厚不小于30mm的低合金结构钢,施焊前应进行预热,焊后应进行后热,预热温度控制在100~150℃,后热温度应由实验确定,当环境温度低于0℃时,预热、后热温度应由工艺试验确定;
2)焊接施工
a.在吊装、校正和焊栓混合节点的高强螺栓终拧完成形成稳定框架单元以后开始焊接;
b.现场安装焊接一般采用手工电焊弧焊、半自动co2气体保护焊。
c.焊接时应根据结构体形特点选择若干基准柱或基准节间,由此开始焊接主梁和柱之间的焊缝,然后向四周扩展施焊,以避免收缩变形向另一个方向累积;
d.单节柱之间各层梁安装好后应先焊上层梁后焊下层梁;螺栓混合节点中,应先栓后焊,以避免焊接收缩引起的栓孔间位移;柱-梁节点,两侧对称的两根梁端应同时与柱相焊,以减少焊接拘束度,避免焊接裂缝产生;柱-柱节点焊接,由下层往上层顺序焊接;
e.焊接完成后应及时进行清渣处理。
(3)焊接检验,焊接完成后应按照现行规范及焊接工艺指导书的要求进行焊缝质量检测;
5钢结构施工质量及安全管理
5.1技术质量管控
针对超高层钢结构施工,施工方应根据现行的钢结构工程施工验收规范、标准等,制定钢结构工程施工的质保手册、施工方案、作业指导书,从原材料、加工、现场安装、检测、返修、涂装等各方面进行相应的技术管理和质量控制,过程严格实施和检查,确保工程施工质量满足国家和行业现行施工验收规范、标准、施工图纸要求;
5.2安全环保管控
超高层建筑钢结构施工,涉及大量高空作业、高大支撑、动火作业、吊装作业等高危、超高危工作,因此严格按照建筑工程施工管理要求,制定详实、高标准的安全生产和环境保护方案是项目成败的重中之重,只有高标准、严要求的执行安全管理,落实安全、环保责任和投入,切实履行企业安全环保责任和义务,项目才能顺利进行,才能取得合理的收益。
结语
综上所述,随着社会经济不断发展,超高层钢结构愈来愈成为现代建筑最重要的结构形式。良好的施工管理,不仅能提升整体建筑品质,提高建筑抵抗各种地质灾害的能力,还能延长建筑工程使用年限。建筑施工企业应提高对超高层钢结构施工管理的研究,针对钢结构施工的特点和管理要求,制定健全的钢结构施工管理方案,为超高层钢结构施工提供技术支持与保障,确保超高层钢结构施工质量能达到预期标准,提升建筑工程整体施工管理能力与质量。
参考文献
1.《超高层钢结构施工技术》第二版,王宏
2.《钢结构施工质量验收标准》GB50205
3.《钢结构焊接技术规范》GB50661
4.《钢结构通用规范》GB55006

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号