中航西安飞机工业集团股份有限公司 陕西西安 710089
摘要:本文以登机门密封带的分析为例,真实再现了密封带实际的受力变形密封形式,暴露了密封细节问题,并对改进后的密封效果进行了验证。
关键词:密封带 有限元 登机门 非线性
- 1 -
1 概述
登机门密封结构是舱门的主要组成部分,是保证驾驶舱气密性的关键,对飞机飞行安全至关重要[1],在登机门设计中,需要安装密封带以防止空气泄漏[2],密封是设计的难点和重点。登机门密封带采用“P”型截面,上下部位密封形式采用压密封,两侧部位采用挤密封,四角处采用圆滑过渡形式。实际飞机生产制造过程中,发现四角处密封效果较差,需要多次调试密封带才能避免漏气现象。
密封带分析包括三个过程,第一步是密封带压条通过螺栓预紧将密封带压紧在门体上,第二步是关闭舱门过程将密封带压紧在门框上,第三步是密封带内部和外部冲压模拟充气过程。
该分析是一项强非线性问题,包括密封带超弹性材料的材料非线性、密封带大变形的几何非线性和接触非线性问题;密封带的截面尺寸和长度尺寸相比较小,由于其大变形需要对截面的网格划分较密,这样导致整个模型的网格数量较大和最小单元尺寸较小。采用接触理论求解该问题,真实再现了密封带实际的受力变形密封形式,暴露了密封细节问题。通过改进,验证了结构改进的良好密封性能。
2 模型的建立
2.1 密封结构概述
登机门密封设计结构见图1所示,登机门门框结构与飞机机身固接,密封带被密封带压条压紧在门体结构上。登机门关闭时,门体靠紧在门框上,两者之间通过密封带进行密封。
密封带装配示意图见图1所示,密封带压条通过预紧螺栓将密封带压紧在门体上。密封带边界超出门体边界一定距离,实现密封带与门框的初始干涉量。密封带主要由橡胶层和纤维层组成。纤维层使得密封带表面摩擦较小,并保证关闭登机门时不夹带。
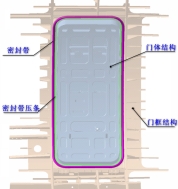
图1 登机门密封设计结构

图2 密封带装配示意图
2.2 有限元建模
2.2.1 网格设计及材料属性
密封带和密封带压条离散为六面体单元;门体和门框结构以及纤维布层离散为壳单元;连接单元采用弹簧单元模拟。
密封带橡胶材料特点:
(1)能承受大弹性(可恢复)变形;
(2)体积几乎不可压缩;由于分子链的拉直引起变形,所以在外加应力作用下,体积变化很小。
(3)ε-δ曲线高度非线性。
对密封带材料进行如下假设:
(1)材料响应是各向同性、等温和弹性的;
(2)所有的橡胶类材料具有非常小的压缩性,假设完全不可压缩通常是非常好的近似。因此,这里假定材料是完全不可压缩的。
2.2.2 接触对的建立
根据接触工况,共需建立4组接触对,包括密封带压条与密封带的接触、三维单元与二位单元的接触、二位单元与三维单元的接触、二维单元之间的自接触。
密封带受气密载荷时,内部完全受到气密载荷作用,外部分为气密区和非气密区,两者之间的分阶称为气密线。气密线是由密封带与周围结构接触情况来决定的。图3为密封带气密区和非气密区示意图。

图3 密封带气密区和非气密区示意图。
2.2.3工况建立
密封带分析包括三个过程工况,第一步是密封带压条通过螺栓预紧将密封带压紧在门体上,第二步是关闭舱门过程将密封带压紧在门框上,第三步是密封带内部和外部冲压模拟充气过程。
三个过程所需曲线见图4,其中,红色曲线是预紧螺栓的预紧压力曲线,蓝色曲线是门框反向运动曲线,粉色曲线是气密加载曲线。

图4 过程曲线
3 工况分析
3.1密封带预紧工况分析
密封带分析第一步是预紧工况,密封带压条通过螺栓将密封带预紧压紧在门体上,得到门体受到密封带压条的接触力值云图和密封带位移云图。
3.1密封带关闭舱门工况分析
密封带分析第二步是关闭舱门工况,门框反向运动压紧在密封带上。图5是需要观察的部位及其编号。密封带挤压工况过程中,由图6可以看出,部位A、B、C、D处于直线段,部位A、C受到门框结构的压作用,部位B、D受密封钢条的挤作用,此4处变形形式良好。
由图7可以看出,部位E、F、G、H处于四角圆弧段,部位E、F在挤压接触过渡段与门框结构接触干涉量几乎为零,几乎没有产生受挤压变形。部位G、H处密封带产生褶皱变形,初步分析得到,产生褶皱变形是因为密封带干涉量较大且不均匀。
 综合以上变形结果,可得出部位A、B、C、D处接触变形良好,部位E、F干涉量不够,部位G和H处干涉量较大且不均匀,产生褶皱变形。
综合以上变形结果,可得出部位A、B、C、D处接触变形良好,部位E、F干涉量不够,部位G和H处干涉量较大且不均匀,产生褶皱变形。
图5 密封带部位编号

图6 关闭舱门工况部位ABCD变形形式

图7 关闭舱门工况部位EFGH变形形式
3.3 密封带关闭舱门工况分析
密封带分析第三步是充气工况,在密封带内外表面气密线之内施加使用载荷0.033MPa。
密封带在充气工况下各个截面的变形见图8、图9。密封带充气工况过程中,由图8可以看出,部位A、B、C、D处于直线段,部位A受到内外气压作用向上变形,变形量较大,但与门框结构接触良好,部位B、C、D受到内外气压作用向门框结构靠紧,接触良好。由图9可以看出,部位E、F、G、H处于四角圆弧段,部位E、F在挤压接触过渡段与门框结构接触力值几乎为零。部位G、H处的褶皱变形没有因为受到气压作用而消失。
综合以上,可得出部位A、B、C、D处气密性能良好,部位E、F、G、H气密性能较差。

图8 充气工况部位ABCD变形形式

图9 充气工况部位EFGH变形形式
综合以上分析,可看出分析结果与实际飞机状况一致,即四角处气密性较差。密封带上部E、F两处是由于干涉量不足导致气密性较差,下部G、H两处是由于干涉量太大且不均匀导致密封带产生褶皱现象,进而导致气密性较差。
4 结构优化改进
对上部E、F两处的结构零件外形进行改进,以加大与密封带的干涉量;对下部G、H两处的结构零件外形进行改进,以减少与密封带的干涉量并使得干涉量均匀。
对改进后的结构模型进行分析,结果见图10,部位E、F圆弧过度段均产生了接触力值,表明密封带接触良好;部位G、H处没有褶皱,表明密封带接触变形良好。

图10 改进后的部位EFGH变形形式
5总结
针对飞机登机门漏气现象进行分析,首先建立了复杂的分析模型,通过三个完整工况的分析,得到了登机门密封结构的实际变形形式,对密封结构的各个部位进行深入分析,最终确定了漏气现象的根本原因,打破了“干涉量越多,密封性能越好”的传统观念。经过改进,密封性能明显提升,验证了分析的正确性。
参考文献
[1]郭琦 飞机登机门密封结构改进研究,航空维修与工程 2017年03期
[2] 王增辉 飞机舱门密封带的仿真分析,特种橡胶制品, 2017年05期
- 1 -

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



