华欣环保科技有限公司 512000
摘要:改革后,我国的科学技术水平随着社会发展不断进步。近年来,PLC技术适用于闭环控制、开关量控制及逻辑顺序控制,钢渣处理现场有很多可控变量,包括原料、水量、温度和时间等,准确地控制可控变量是决定钢渣处理效果的关键。阐述了PLC技术的特点,重点探讨PLC控制系统在钢渣处理工艺中的应用,对PLC控制系统在钢渣处理现场应用的关注点进行研究,并对PLC控制系统的应用前景进行了展望。
关键词:PLC应用;钢渣处理;自动化控制;调试优化
引言
钢渣是冶金工业中产生的废渣,属于工业固体废物,其产生率为粗钢产量的8%-15%。我国钢渣产生量随着钢铁工业的快速发展而迅速增加,2017年钢渣产生量达到1.08亿t,因此,钢铁企业废渣的处理和资源化利用问题也越来越受到重视。随着钢渣处理、破碎磁选技术的推广应用,以及钢渣应用技术的突破,为钢渣的深度综合利用奠定了基础。本文以某公司综合处理能力200t/h的钢渣处理线为例,介绍其自控系统设计内容及实施方案。结果表明,通过实际生产运行,其生产指标稳定,取得了优异的技术经济指标,显著提高了钢渣固废综合利用的社会效益、环境效益和经济效益。
1钢渣热焖工艺介绍
钢厂钢渣处理热焖水泵和热焖喷水系统工艺流程如图1所示。钢渣热焖处理工艺过程:首先根据生产要求启动热焖变频供水泵组,通过实时检测热焖供水总管的压力,调节热焖水泵的转速,保证热焖系统用水总量的需求。用桥式起重机将渣罐中的热熔转炉钢渣倒入热焖池中,打开热焖池冷却用水电动开关阀,打水冷却钢渣直到表面凝固为止,用挖掘机松动钢渣,保证装置内钢渣表面无积水,进行第二次倒渣(重复上一次过程),当热焖池中钢渣装载量达到设计要求时,盖上热焖装置盖,自动控制系统通过电磁流量计检测热焖池热焖喷水的流量,实时调节热焖池管道电动调节阀的开度,保证热焖池热焖过程定量喷水。自动控制系统对热焖池进行定时定量喷水,然后进行定时停水热焖,再定时定量喷水,如此反复几个周期后,热焖装置开始出渣,整个热焖过程结束。在钢渣热焖处理控制过程中,热焖水泵恒压供水自动控制系统和钢渣热焖定时定量喷水自动控制系统的好坏,将直接影响钢渣热焖处理的效果。为了加强现代化的控制和管理,提高生产效率和降低成本,同时要求控制系统操作简单、可靠性高、维护方便,本工程采用了具有高性能、高可靠性并且经济实用的PLC控制系统,即使在恶劣的工业环境下也能可靠工作,编程软件具有良好的用户界面,使程序编写、调试和系统维护都极为简便。本文重点介绍为实现这两个关键环节的自动控制系统所采取的设计思路和方法。
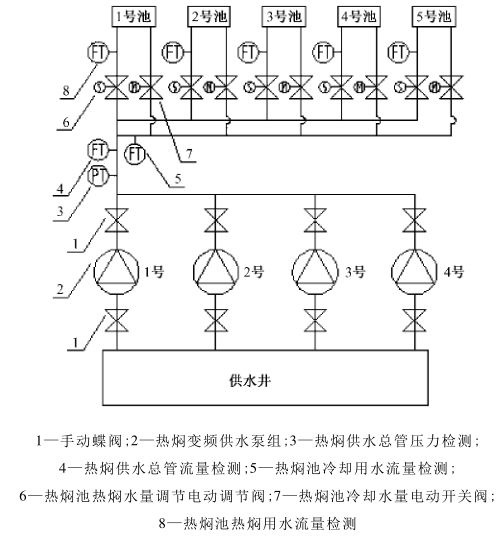
图1钢渣处理热焖水泵和热焖喷水系统工艺流程
2、PLC控制系统在钢渣处理工艺中的应用
2.1、PLC控制系统的现场应用的关注点
钢渣伴钢而生,是炼钢的副产品和循环经济的珍贵资源。但是,出炉钢渣挥发的高温气体中夹杂着诸多粉尘和有害物质,钢渣处理总是与粉尘飞扬和气味呛鼻相联系,无论是吊装、运输、存放还是深加工,都不难想象工作环境之恶劣。现场的机械噪声和震动以及潮湿的空气使PLC系统工作在恶劣的环境下,有时还会产生一些干扰信号,导致实时控制发生偏差和失误。因此,要加强设备的点检和维护,发现问题并及时修复。
1)控制电源电流的输入、输出。PLC控制系统的电源具有隔离性,要确保电流输入与输出性能稳定。为了减轻电流对系统的干扰,可以在PLC控制系统的电源输入端接入变压器和低通滤波器等。2)避免电源线路对通信线路的电磁干扰。大功率变压器和输变线路是PKC系统的常见干扰源,一些低信噪比的模拟量信号,常常会在瞬时遭到强大磁场的干扰,使采样值产生波动而造成信号误差。因此,现场要将通信线缆与电气控制单元分隔开,以减少通信系统因电磁干扰和屏蔽而出现中断或者误报信号,导致控制拒动或误动。3)数字滤波程序的应用。在PLC的生产现场应用中,当发现错误信号时,可以采用数字滤波法。利用数字滤波程序将信号经A/D转换为离散数字量信号,然后将形成的数据按时间序列存入PLC内存,滤去不需要的信号,从而获得单纯信号。4)软件容错。生产实践中,经常会出现软件出错,必须在容错的前提下及时对软件自身故障进行纠错处理。随着软件容错技术的发展,已经不需要以牺牲太大的冗余规模为代价,将软件容错的智能化决策技术用于调试PLC程序,可以使系统软件更加可靠和安全。
2.2变频调速与电磁调速
2.2.1变频调速
变频调速系统也称为异步电动机变压变频调速系统(VVVF系统),该调速系统是一种转差功率不变型调速系统,在基频以下为了维持磁通不变,必须同时按比例改变电压和频率,才能满足变频调速的要求。现有的工业交流供电系统提供的电源都是恒压恒频的,若需得到变压变频的电源,需通过变压变频(VVVF)装置,最早的VVVF装置是旋转变流机组,现在基本上是应用了电力电子技术的静止式变频装置。从结构上,可分为间接变频和直接变频两类,间接变频先通过整流器将交流电转为直流电,然后通过逆变器变化为电压电流可控的交流电,直接变频采用交-交变频装置,直接将恒压恒频变化为电压电流可控的交流电。变频装置原理图如图2所示。

图2变频装置原理图
2.2.2电磁调速
电磁调速采用电磁转差离合器进行调速,其主要由电枢与磁极两个旋转部分组成,电枢与异步电动机连接,磁极与负载连接。电磁转差离合器原理与异步电动机很相似,电枢部分随着异步电动机转子同速旋转,通过调节磁极励磁绕组通入的励磁电流进行调速,输出转速通过测速发电机进行测速,其结构图如图3所示。

图3电磁调速结构图
2.2.3变频调速与电磁调速区别
变频调速调速范围大,转速稳定性好,转差功率小,效率高,可以实现无极调试,从基频往下调速,为恒转矩调速方式,从基频往上调速,近似为恒功率调速。变频调速需采用变频装置,变频装置结构较复杂。电磁调速设备简单,控制方便,可以平滑调速,但是其机械特性较软,转速稳定性较差,调速范围较小,低速时,效率低,能耗高。相比较而言,变频调速具有较好的优势,又具有节能效果,是目前工业调速采用最多的一种方式。通过与机械厂交流,以及考虑到电磁调速的优点,最终采用了电磁调速方式。
3、PLC控制系统应用的前景展望
随着科技的发展进步,PLC作为工业化控制的主力系统,必将更加智能化、精准化、便捷化和高效化。随着PLC信息控制能力和信息处理效率的进一步提高,生产现场的机器、设备和生产过程的工作状态参数自动地按照预定的程序运行。将劳动者从有毒有害、危险恶劣的环境中解放出来,降低了人工劳动强度,作业安全性提高,极大地节省了人力资源和物力消耗,实现了节能减排和绿色生产。通过人工编程,PLC可以存储指令和执行指令,完成人类手工达不到的要求,其应用前景广阔。
结语
目前,该钢渣热焖处理生产线已投入运行,并且运营效果良好,实现PLC自动化控制,具有国际先进水平,低碳技术,促进经济循环,实现节能减排,取得了良好的经济效益、社会效益和环境效益。
参考文献
[1]胥磊,付强,李博.浅谈工业自动化PLC控制的应用与调试[J].河北企业,2019(6):169-170.
[2]孙庆峰.工业自动化PLC控制的应用与调试研究[J].南方农机,2022(12):53.
[2]西门子(中国)有限公司自动化与驱动集团.MICROMASTER430使用大全[M].北京:西门子(中国)有限公司,2006:19-40.
[4]刘倩雯,赵余,邓永锋.钢渣特性及在土建工程中的利用[J].南京工程学院学报(自然科学版),2016,14(1):13-18.
[5]陆天龙,刘栋,杨光照等.钢渣综合利用及尾渣中铁的回收研究进展[J].热加工工艺,2017,46(17):22-26.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



