一重集团大连核电石化有限公司高级工程师 辽宁大连 116113
摘要:本文通过对激光跟踪仪检测技术的研究,开发基于激光跟踪仪的联机控制技术,提高关键部件的制造和安装精度,从而提高项目的整体质量,保证机组的安全运行。
关键词: 激光跟踪仪 联机 控制网
1 前言
激光跟踪仪是一种空间大尺寸三维坐标机密测量的设备,不仅可以对静止的空间坐标进行高精度测量,还可以对运动的目标进行跟踪测量,是大尺寸测量的重要手段。其实现据对激光测距和干涉测距技术的融合,保证了极佳的测量精度。
某项目整体为不锈钢材质,直径约16米,高度约20米,但厚度仅为80毫米,在制造和安装过程中极易产生变形,部件的安装和制造精度将直接影响反应堆的运行安全。
2 联机控制网的设置和应用
2.1 检测前的联机精度验证试验
激光跟踪仪的联机测量需要对多个定位点进行定位拟合,定位拟合会造成测量精度的损失。为保证检测不确定度满足检测精度要求,需对定位后的检测精度进行对比试验。试验流程如下:
1)对激光跟踪仪进行前后视和ADM精度校准;
2)设立4个定位基准点和2个精度验证点,并按编号顺序采集数据;
3)利用定位点对激光跟踪仪进行定位拟合
4)分别用两台联机跟踪仪测量2个精度验证点的定位后坐标
5)对比分析两台设备的精度验证点坐标。
结论:联机定位后,两台设备对精度基准点分别进行测量,坐标偏差0.07mm,满足控制网设置的精度要求。
2.2控制网的设置流程
工程建筑坐标系:以21UJA至21UFA方向为A轴正方向,以2号岛至1号岛的方向为B轴正方向,1号机组坐标为(A=4000.0000, B=7000.0000),2号机组坐标为(A=4000.0000, B=6680.0000);1980西安直角坐标系:以N(北方向)为X轴正方向。工程建筑坐标系统与1980西安直角坐标系统的换算关系为:X=X′+Acosα+Bsinα,Y= X′+ Bcosα-Asinα;其中X′=2959717.088514,Y′=40510050.232228,α=20°(A轴与X轴夹角)。

工程建筑坐标系 | 1980西安直角坐标系 | |||
点 号 | A (m) | B (m) | X(m) | Y(m) |
1号机组 | 4000.0000 | 7000.0000 | 2965870.000 | 40515260.000 |
2号机组 | 4000.0000 | 6680.0000 | 2965760.5536 | 40514959.2984 |
分别在施工大厅(设备1)和堆坑内(设备2)架设激光跟踪仪,施工大厅设备1负责定位和引测工程基准,设备2与设备1联机负责设置堆坑内控制网,具体流程如下:
1)利用工程基准对设备1进行定位,定位精度0.3mm;
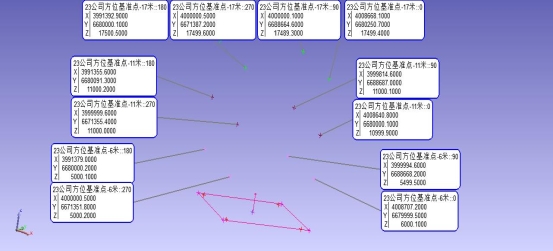
2)使用定位后的设备1向堆坑内任意位置施划至少6个联机定位点;
3)设备2对联机定位点进行复测,并进行拟合定位,定位精度0.1mm;
4)设备2在堆坑内施划方位基准点,如下图;
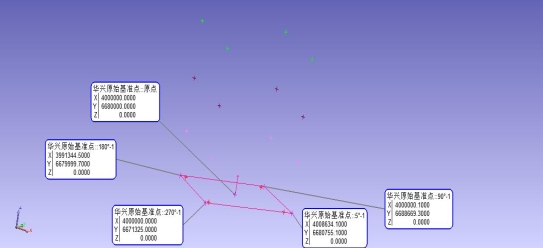
5)使用设备1对引测方位基准点进行复检,基准点偏差小于0.1mm;
6)分别使用设备1和设备2测量的方位基准点进行十字交叉,得出两台设备的中心位置偏差小于0.2mm;
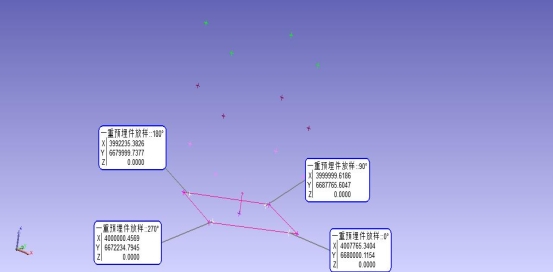
7)使用引测后基准对预埋件进行调整,保证方位偏差小于0.2mm中心偏差小于0.5mm;
结论:联机控制网的单点精度控制可以达到0.1mm,方位和中心控制可达0.5mm,可以有效的控制部件安装时的空间尺寸,并可以利用控制网对部件状态进行实时监控。
3 联机控制网的优点
激光跟踪仪联机测量控制网首次应用于产品的制造和安装尺寸控制,与传统检测方式相比较,具有以下优点:
1)检测工件不受空间限制,可以实现全方位控制;
2)检测精度高,数据采集快捷,检测结果直观;
3)首次将工程测量基准与制造基准进行了统一,保证了整体尺寸传递的准确性;
4)无需各类工装辅具,节约生产成本;
5)控制网自由度高,可随时对关键位置进行增设和加密操作。
4 结束语
激光跟踪仪联机控制网检测,填补了我公司现场制造检测技术的空白。为我公司后续现场制造产品的工艺制定提供了技术支持,大大提高了现场制造的质量和效率。该技术可广泛应用于产品制造过程中的定位和实时监测,为我公司新产品的制造提供了技术保障。
参考文献
[1] 雷振尧,陈伟刚,陈文礼,等.激光跟踪仪精度仿真与实验分析[J].北京测绘,2018(1):132-136.
[2] 于成浩,柯明.基于激光跟踪仪的三维控制网测量精度分析[J].测绘科学,2006,31(3):25-27.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



