云锡股份有限公司铜业分公司 云南 个旧 661000
[摘要] 针对膨胀机运行过程中出现冷量失衡的问题进行了分析。影响膨胀机制冷量的因素主要有膨胀气量、工质进出口参数、机组绝热效率。通过对不同工况条件下制冷量,单位制冷量的计算,找到了膨胀机制冷量变化的规律,发挥机组最优工况的控制参数。
[关键词] 膨胀机;制冷量;单位制冷量;
0 前言
膨胀机是云锡铜业分公司制氧站空冷制氧的关键设备,膨胀机是一种高速热力机械,其作用是利用气体的绝热等熵膨胀来制取冷量。是低温空气分离系统获取和补充冷量的关键部机,其主要原理是利用有一定压力的气体在膨胀机内进行绝热等熵膨胀,同时对外做功以消耗气体本身的内能,使气体自身强烈地冷却而产生冷量,从而达到制冷的目的。气体推动膨胀叶轮做工所输出的能量由同轴的增压叶轮回收。
1 膨胀机的工作原理
1.1 膨胀机的结构
云锡铜业分公司的膨胀机型号是PLPK136.67/6.12-0.22,其结构如图1所示。透平增压膨胀机本体主要由增压端和膨胀端两部分构成,空气在膨胀端实现等熵膨胀制冷。膨胀功通过主轴驱动增压端叶轮对后续进入的空气进行增压。
冷量的产生主要是在喷嘴及膨胀端工作轮中实现。喷嘴是由多个导流叶片所组成的喷射通道。当高压的气体通过喷嘴时,由于节流作用使气体的流速迅速上升。带动工作轮高速旋转。同时做功后的气体压力和温度迅速下降。从而达到制冷的目的。
1.
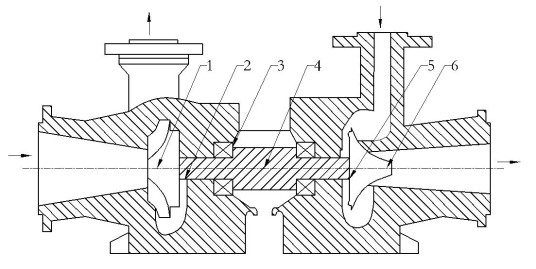
1—增压端工作轮,2—扩压室,3—轴承,4—主轴,5—喷嘴,6—膨胀端工作轮
图1 膨胀机的结构
1.2 膨胀机的工作流程
膨胀机的工作流程如图2所示,空气首先经由进气管进入增压端蜗壳,在旋转的工作轮带动下流速迅速提升。经扩压流道后动能转化为势能,气体的压力、温度进一步升高。增压后的气体经冷却器降温后进入喷嘴,在喷嘴内经过膨胀压力和温度降低,焓降转化为动能后气体流速升高,驱动膨胀端工作轮高速转动。做功后的低温空气进入上塔,作为冷量补充并参与精馏。膨胀功则通过同轴的增压端工作轮回收,将后续进入机组的空气进一步增压。由于膨胀机中气体通过的时间极短,来不及与周围环境交换热量。所以可以近似的认为它是在接近绝热等熵的条件下工作的。因而具有很高的绝热效率。
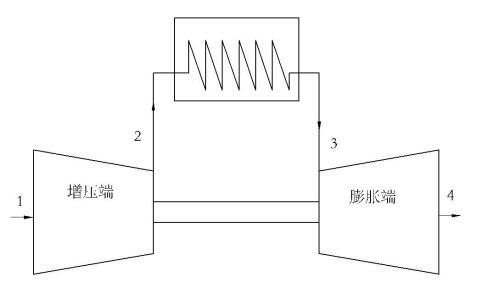
图2 膨胀机的工作流程
2.
2 影响膨胀机制冷量的因素分析
在实际生产中,由于外界气温、湿度、机组负荷等多方面因素的变化会使膨胀机工况受到影响,从而使膨胀机工况变化,造成冷量失衡,影响整个空分系统的运行。
因此为了提高装置运行的稳定性、经济性,应设法调节膨胀机的运行工况。调节的主要原则是在保证制冷总量的前提下最大限度地提高气体的单位制冷量。
膨胀机制冷量与膨胀空气量及单位制冷量有关
![]() 式(1)
式(1)![]()
式(1)中:Q为制冷量(kJ/h);
m 为膨胀空气质量流量(kg/h)
![]() 为空气焓值(kJ/kg)
为空气焓值(kJ/kg)
![]() 为制冷效率,取值0.85;
为制冷效率,取值0.85;
因此,影响膨胀机制冷量的参数有以下几个:
(1)膨胀气量,膨胀气量越大,总制冷量也越大。
(2)进口参数,机组进口工质压力、温度越高,单位气体焓值越高,单位制冷量越大。
(3)出口参数,机组进出口压差、温差越大,单位气体焓降越大,单位制冷量越大。
同时,膨胀机制冷量也受到以下几个参数的限制:
(1)机组绝热效率,膨胀机在实际工作过程中,由于存在跑冷、管道阻力等因素,工质不可能实现等熵膨胀。工质实际焓降与理想焓降的比值称为绝热效率。绝热效率由机组出厂参数所决定,本套机组绝热效率![]() 为85%。
为85%。
(2)机组转速,出于对机组安全运行的考虑,机组转速不可能无限制的提升,本套机组的转速不宜超过25000r/min。
3 膨胀机制冷量的优化
3.1 膨胀气量的调节
本套膨胀机组的膨胀气量可以通过进口管旁路进行调节。调节范围在0-8200![]() ,当膨胀气量为5250
,当膨胀气量为5250![]() ,时膨胀端进口压力为0.58Mpa,温度-114.22℃,出口压力0.03Mpa,温度-167.42℃,根据进出口参数查干空气压焓图可知进口焓值
,时膨胀端进口压力为0.58Mpa,温度-114.22℃,出口压力0.03Mpa,温度-167.42℃,根据进出口参数查干空气压焓图可知进口焓值![]() =383.04kJ/kg,出口焓值
=383.04kJ/kg,出口焓值![]() =333.33 kJ/kg
=333.33 kJ/kg
制冷总量计算如式(1),将以上数据代入式(1)可得总制冷量为2.66×105kj/h
![]() 式(2)
式(2)
![]()
![]()
式(2)中:![]() 为空气密度,取值1.20g/cm3
为空气密度,取值1.20g/cm3
V 为膨胀气体体积流量(![]() ); 3.
); 3.
同样,计算单位制冷量为:![]()
不同膨胀空气量所对应的制冷量计算结果如表1所示。根据表中计算结果绘制膨胀气量与制冷量,单位制冷量的关系如图3所示。
表1 不同膨胀空气量所对应的制冷量计算结果
膨胀气量 ( | 进口温度 (℃) | 进口压力 (Mpa) | 出口温度 (℃) | 转速 (r | 制冷量 ( | 单位制冷量 ( |
5250 | -114.22 | 0.58 | -167.42 | 22089 | 2.66 | 50.70 |
5310 | -112.56 | 0.57 | -166.56 | 22163 | 2.74 | 51.51 |
5424 | -111.15 | 0.57 | -166.90 | 23010 | 2.90 | 53.43 |
5514 | -109.48 | 0.57 | -165.68 | 24040 | 2.98 | 54.04 |
5620 | -107.84 | 0.56 | -165.39 | 24135 | 3.12 | 55.55 |
5702 | -107.78 | 0.57 | -164.91 | 24202 | 3.13 | 54.95 |
5730 | -106.55 | 0.58 | -163.39 | 24378 | 3.13 | 54.64 |
5882 | -104.56 | 0.58 | -162.21 | 24485 | 3.25 | 55.25 |
5965 | -104.87 | 0.58 | -161.88 | 24678 | 3.30 | 55.24 |
6055 | -103.51 | 0.57 | -161.58 | 24726 | 3.40 | 56.19 |
6168 | -101.40 | 0.59 | -160.38 | 24981 | 3.52 | 57.07 |
6234 | -99.34 | 0.60 | -159.78 | 25169 | 3.65 | 58.59 |
注:表中转速由现场转速传感器测量得出

图3 膨胀气量与制冷量的关系
3.2 进口温度的调节
本套膨胀机组的机前温度可以通过进口调温阀进行调节。提高机前温度,空气膨胀前的焓值更高,膨胀过程中释放的冷量越多。 4.
不通浸出扣温度对应的制冷量计算如表2中,根据表2绘制机前温度与制冷量,单位制冷量的关系如图4所示。
表2 不同进口温度所对应的制冷量计算结果
膨胀气量 ( | 进口温度 (℃) | 进口压力 (Mpa) | 出口温度 (℃) | 转速 (r | 制冷量 ( | 单位制冷量 ( |
5660 | -99.78 | 0.57 | -158.32 | 24348 | 3.21 | 56.76 |
5644 | -101.46 | 0.58 | -159.50 | 23130 | 3.17 | 56.16 |
5627 | -103.04 | 0.60 | -159.20 | 24135 | 3.04 | 54.03 |
5621 | -105.60 | 0.56 | -161.84 | 24202 | 3.05 | 54.34 |
5632 | -107.71 | 0.58 | -162.15 | 24496 | 2.94 | 52.21 |
5647 | -109.29 | 0.56 | -163.31 | 24036 | 2.93 | 51.91 |
5609 | -111.93 | 0.58 | -164.82 | 24114 | 2.83 | 50.40 |
5598 | -113.19 | 0.56 | -164.21 | 24507 | 2.72 | 48.57 |
5612 | -115.39 | 0.57 | -165.69 | 24354 | 2.67 | 47.66 |
5655 | -117.78 | 0.59 | -166.29 | 24232 | 2.58 | 45.54 |
5639 | -125.21 | 0.57 | -171.56 | 24469 | 2.43 | 43.11 |
5591 | -133.64 | 0.59 | -175.95 | 24384 | 2.14 | 38.25 |
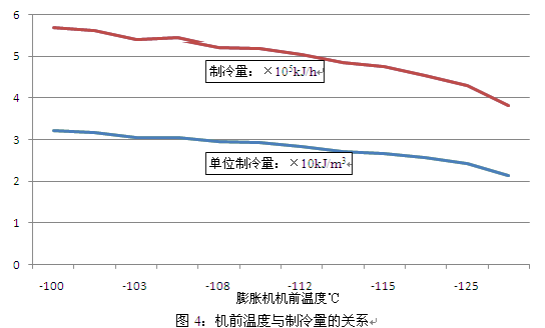
图4 机前温度与制冷量的关系
通过观察以上图表可以发现:对于本套空分设备,膨胀机制冷量和单位制冷量随着膨胀气量的增加而升高,随着机前温度的降低而降低,可通过提升膨胀气量、提高机前温度的方法增大制冷量。
4 结论
通过对膨胀机冷量的优化调节,得出以下结论:
(1)随着膨胀气量增大,总制冷量也随之增大。但是大量膨胀后的空气直接进入上塔,这些空气液化后会稀释上塔回流液的含氧量,进而影响上塔精馏效果。此外,膨胀气量的提高也使膨胀机转速随之升高,造成超速隐患。因此,膨胀气量宜控制在5500![]() 至6000
至6000![]() 之间。
之间。
(2)进、出口压力一定时,机前温度越高,单位制冷量越大。但是,机前温度提高,膨胀后的温度也会随之提高,气体直接进入上塔会使上塔蒸发量升高,破坏精馏工况。为保证精馏工况的正常,机后排气温度不宜高于-155℃;
(3)机前温度恒定时,机后温度越低,单位制冷量越大。根据空气压焓图显示,在本套机组工作压力下空气的液化温度在-170℃附近,因此,机后温度过低,会导致膨胀后的空气产生部分液化,带液空气会造成工作轮的气蚀,影响机组寿命,因此在正常生产时,机后温度不宜低于-165℃。
(4)膨胀机进出口压力受到膨胀机转速以及分馏塔上塔压力的限制,调节的余地不大。
参考文献:
[1] 陈光明, 陈国邦. 制冷与低温原理[M]. 机械工业出版社, 2010. 54-62
[2] 余华明. 制冷流体机械[M]. 人民邮电出版社, 2003. 77-80.
[3]孙发,张建雄. 关于透平膨胀机组开车过程的优化及改造[J]. 科技创新与应用,2012,(29):71-72.
[4]牛新利. 天然气润滑轴承透平膨胀机的设计与应用实践[J]. 深冷技术,1992,(06):11-13
[5]郭有仪. 空分设备基础知识讲座 第六讲 向心透平膨胀机(七)[J]. 深冷技术,1993,(03):42-45

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号