国家电投江西电力工程公司贵溪分公司,江西 贵溪 335400
摘要:汽轮机组轴系中心找正是汽轮机组本体大修中一项最重要工作,是静止部件的基准,直接影响到机组动静间隙的准确性,也是静止部件检修调整的依据;汽轮机转子中心的结果与机组轴瓦振动密切相关。文中介绍北重-阿尔斯通640MW机组汽轮机轴系找正的特点与工艺,旨在为同类型汽轮机本体检修工作提供一些有益的参考。
关键词:汽轮机;找中心;工艺
0引言
北重-阿尔斯通640MW汽轮机(DK4-4ND41B),为超临界、一次中间再热、单轴、四缸四排汽、凝汽式;高、中、低压缸全部为内、外双层缸结构,其中高、中压内外缸为铸造结构,低压内、外缸为焊接和铸造结构。高压内缸为两半圆筒形,无水平中分面法兰,外部采用红套环箍紧结构。整个汽轮发电机组共5根转子,配有7个支持轴承,汽轮机转子均为单支撑模式,各转子两端仅有单独一个轴承支撑(中压转子无轴承支撑),另一端通过刚性联轴器与相邻转子连接(见图1),各轴承座均由螺纹调节的可升降结构支撑,易于轴系调节。其中#2-6轴承设有顶轴油系统。
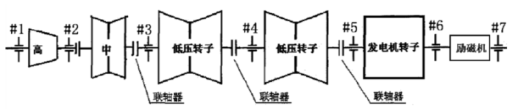
图1 轴系及轴承示意图
1汽轮机组轴系设备的特点
该汽轮机组在大修中涉及的轴系中心有:高-中、中-低、低-低转子中心,以及低压转子与发电机转子中心。
1.1联轴器
各联轴器均为刚性,联轴器螺栓为胀套式。机组轴系配有7个支持轴承(其中#2轴承为推力—支持联合轴承),汽轮机转子均为单支撑模式,各转子两端仅有单独一个轴承支撑,另一端通过刚性联轴器止口与相邻转子连接(见图2),轴系找中心无需对联轴器进行圆周找正,只需找出各联轴器端面偏差并进行调整即可。
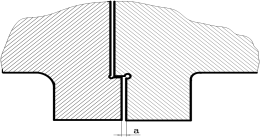
图2 联轴器止口配合
1.2轴承座
各轴承座均为落地式,各轴承座底部由4-6个阿尔斯通独特的可升降结构支撑组成(图3)。
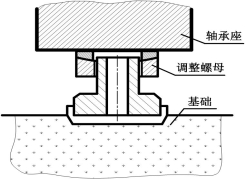
图3 轴承座特殊结构
轴系调整时,通过旋转轴承座底部各升降装置的螺纹完成对轴承座升降,从而达到联轴器上下张口的调整;而通过对轴承座底部纵销两侧的加减垫片,使轴承座整体平移,达到联轴器水平张口的调整。该轴承座结构易于轴系调节,检修效率较高。
1.3高中压缸
该机组高压缸、中压缸重量是通过特殊的“象脚”结构落在相邻轴承座上,在轴承座的升降过程中,汽缸与转子能保持同步升降;而汽缸与轴承座间的立销结构,又能保持轴承座水平移动时,汽缸与轴承座同步移动,从而保证汽缸与转子动静间隙不发生大的变化。同时这种“象脚”结构会因汽缸重量的变化对中心数据有一定的影响,故制造厂要求应在高压缸、中压缸全实缸状态下找轴系心。
2汽轮机轴系中心的质量标准
ALSTHOM汽轮机安装手册要求,汽轮机本体大修轴系中心的质量标准为:
(1)制造厂要求轴承直径400mm联轴器端面偏差均控制在0.08mm以下,鉴于精细化检修的要求,在检修现场验收中一般要求端面偏差不大于在0.05mm。并尽可能保留下张口。
联轴器径向跳动值不大于0.04mm。
(2)轴系扬度接近厂家给定的扬度标准。大修中,在确保两半联轴器中心的情况兼顾考虑扬度,在对轮中心好的情况下不可强求扬度以使联轴器中心破坏。
(3)各轴承座油档洼窝,大修中,在确保两半联轴器中心的情况兼顾考虑各轴承座油档洼窝,在每次转子中心调整前后进行必要的监测,以便于在中心数据异常时提供参考。
3汽轮机组轴系找中心工序
3.1 预找中心
根据该机型的结构特点和检修要求,以及高压缸、中压缸全实缸重量对相邻轴承座的影响,该机组在大修中一般将解体找中心与轴系预找中心结合进行,在汽缸回装前完成对相应轴承座的预调整,最后在完成扣缸后对轴系中心的复测与微调,找中心工艺如下:
(1)联轴器解体前测量各轴颈及轴承座扬度,各轴颈及轴承座扬度与上次大修比较无重大变化,轴颈与轴承座的扬度应基本一致,轴承座扬度沿轴向应与安装值一致,否则应查明原因,横向保持水平。
(2)联轴器解体前测量各轴承座油档洼窝。
(3)解体各联轴器液压连接螺栓后,用专用螺杆将各转子联轴器顶开不大于1mm间隙。
(4)在#3、#4、#5、#6轴承处装好限制各转子轴向窜动的限位工具(#2轴承内装入推力瓦)。
(5)稍微上紧联结螺栓(保持距离“a”,最大1mm):用四个不带膨胀套筒(错开90°)的联结螺栓的辅助下,用液压紧固装置和最小油压,把两个联轴器推到距离“a”最大尺寸1mm),顶轴油系统必须处于工作状态。
(6)联轴器中心测量时,启动顶轴油系统,按机组运转方向先盘动转子一周,然后再每盘动转子 90°后停止盘动,测量时顶轴油泵系统必须停止工作,避免因为它的振动和油膜变化会带来错误的测量结果。并且应松开顶丝(约1/4转)、以及联结螺栓(约1/4转),以免影响测量值的真实性。
(7)测量时使用标准为1/100mm塞规测量联轴器间隙。在联轴器“左”、“右”、“上”点,测量两联轴器之间距离“a”值,并把数值记入表格中,由于在检修现场大多数情况下均无法测量到联轴器“下”部点数值,该数值一般均通过计算得出,即:“下”=(“左”+“右”)-“上”。
(8)每次转动转子90°,依次盘动转子90°、180°、270°、360°,(平面差≤0.01)否则查明原因,消除后重新测量。为确保测量数据的准确,应复测一遍,且两次所测量的结果应基本一致。
3.2 轴系中心计算
汽轮机组轴系中心的计算必须以经确认准确无误的数据为依据。针对多转子整个轴系来说,每调整一个转子都要计算出其对下一个转子的端面影响,并以影响结果计算下一个转子的调整量。计算调整时还要考虑对下一步工序的影响如通流间隙、负荷分配等,尽量做到调整量最小、调整合理。选择调整方法的原则应是尽量恢复机组安装时(或上次大修后)转子与汽缸的相对位置,保持动静部分中心关系,并参照轴颈扬度,轴颈下沉度,轴封洼窝中心来选择调整方法,在保证轴系中心的前提下尽量满足洼窝中心及轴颈扬度的要求。
3.3 轴承座调整
该汽轮机轴系中心的调整一般通过#1-#6轴承座的改变调整来实现。通过调整轴承座下部支撑或纵销来获得联轴器张口的变化。特殊情况下可通过对轴承的垫铁做微量调整。具体调整轴承座的方法如下(以#1轴承座为例):首先在轴承座四周架设百分表,用于监测轴承座变化量。使用专用液压拉伸工具旋松轴承座地脚螺栓1-2mm。用行车大钩将高压缸略微吊起(架设百分表监测),使行车大钩带起汽缸80%左右重量。选用适当的液压千斤顶,放置在需调整的轴承座下部适当位置,将其略微顶起。
垂直方向调整:松开轴承座象脚支撑固定螺丝,根据调整量需要专用工具旋转象脚支撑若干圈,象脚支撑每旋转一圈的调整量约0.14-0.17mm.
水平方向调整:只需直接调整轴承座下部的纵销两侧调整垫片就可实现轴承座的水平移动。
调整过程中为了减少盲目性,可在汽缸、联轴器、轴承座上架设百分表进行监测。调整结束后使用专业液压拉伸工具,按规定的压力逐次收紧轴承座地脚螺栓,第一次按规定压力的20%收紧;第二次按规定压力的50%收;第三次按规定压力的100%收紧;前三次收紧螺母按对称的次序进行;第四次按规定压力的100%顺序均匀收紧,紧力800bar(巴)=80MPa。
3.4 复找轴系中心
在完成高压缸、中压缸扣缸后,复找汽轮机轴系找中心检修工序与修前基本相同。中心的调整的原则,此时要选择最佳方案,以使静止部件调整量最小,负荷分配简单。并且要尽量调整到位,避免扣缸后中心调整及移动汽缸量过大,影响动静中心的一致性。
完成轴承座调整后,应复测两次联轴器中心,且基本一致。否则应再次对轴系调整,直至中心合格。通过三级验收后方可进行后续检修工作。
4影响汽轮机轴系中心的因素
由于该机组汽轮机转子均为单支撑模式(中压转子无支撑轴承),各转子仅有一端为轴承支撑,另一端则通过刚性联轴器止口将相邻转子一端悬吊。在轴承座调整后各转子止口因承受的转子重量等因素,中心复测时端面偏差计算值与调后测量值常出现明显差异,或两次测量值偏差较大的情况。为此,在轴承座调整完成后应对转子多进行几次盘动,以消除此影响。
数据测量时,在每次转子盘到位后应停止顶轴油泵工作,并在数据测量前等待一刻钟左右。避免振动和油膜变化对联轴器测量数据准确性的影响。高压转子与中压转子中心调整时,考虑到高压转子与主油泵为齿轮传动,且高压转子较细较轻(#1轴颈直接Φ200mm)。高中压联轴器端面应避免出现上张口,并尽可能保留下张口,以减少运行中#1轴承失稳的可能性。在轴承座垂直方向调整过程中,应注意轴承座与轴颈轴向扬度一致性,以免扬度偏差较大,运行中影响轴瓦的自卫,进而影响轴瓦温度。在特殊情况下,如对下轴承的两侧垫铁做微量调整后,上轴承两侧垫铁也应同步做微量调整,以保证上轴承垫铁与轴承盖接触良好。
5 结语
在汽轮机组大修中,应尽可能进行全实缸找轴系中心,以避免汽缸重量对中心数据的影响。同时对汽轮机轴系找中心几个重要工序与细节的进行有效管控,既能保证汽轮机本体大修整体工作的顺利进行,又能促进机组大修整体质量的提高,是汽轮机大修施工管理宏观控制的重要环节和思路。
参考文献
[1]ALSTHOM 《轴系找正流程规范》
[2]刘汝卫,林钰铭,董振.680MW机组轴系找中心方法浅谈.[J].超超临界机组技术交流2013年会.2013.11

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



