440881198504121413
摘要:随着电力系统的发展,变电站越来越向小型化智能化发展,其接地电阻越来越难以达到要求,很容易遭受外界雷电的袭击,在袭击后会加剧变电站的运行隐患,从而导致雷击跳闸事故占供电事故的比例越来越高。将防雷技术、接地技术引入变电站,能够减少雷击对变电站运行的干扰,从而保证变电站的安全、稳定运行。因此,接地极的施工质量工艺也直接影响到变电站的防雷效果。本文以海南省东方220kV那悦输变电新建工程为例探究如何提高变电站接地焊接技术,以期为我国电力事业做出更大贡献。
关键词:电力系统;接地焊接;
正文:海南东方220kV那悦输变电新建工程是海南省"十四五"输电网规划的重点工程,建成后主要承担东方区域供电任务,优化该片区供电网络,进一步提高片区电网的供电可靠性和供电能力,将助力海南区域经济发展。同时,220kV那悦变电站作为一座智能变电站,将为海南东方及三亚后期建设的综合智能电网打下基础。本文通过实验探究,小组活动等各种方式,探究如何提高变电站接地焊接技术水平,提高焊接质量,降低返工率,以提高效率降低企业经营成本。为今后变电站类似工艺施工提供较为有力的技术支持。
一、工程项目概况
1.1实地考察建设环境。通过岩土工程勘测报告得出结论,那悦变电站场地属中、细砂质地质,土壤电阻率较大,平均值为53Ω.m,最大值高达590Ω.m。该变电站接地电阻要求小于1Ω。因此主接地网接地极焊接口工艺质量要求高,传统焊接口接触面积不足设计要求和防腐不符合标准,导致该变电站接地电阻不合格的质量风险。
1.2开展项目的原因,自工程施工以来,施工班组反映了防雷接地极施工难度大,工艺不规范,存在多次返工的现象,既损耗了施工成本又损失了工期,如图1.1所示,小组调查发现,2021年9月至11月份的接地极焊接一次合格率平均值为82.3%,如表1.1和图1.2所示,已落后于其他工程的施工水平,造成了极大的人力资源与时间的浪费。

图1.1 防雷接地极焊接口不合格情况
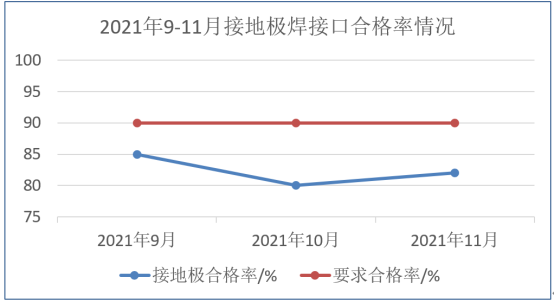
图1.2 2021年9月至11月接地极焊接口一次合格率
1.3本项目的预期效果,通过开展各种实验,对各种焊接方法方法进行实地考察,以实际有效提高东方220kV那悦输变电新建工程防雷接地极焊接口一次合格率,将“提高变电站防雷接地极焊接口一次合格率,使其达到95%以上”,保证该变电站接地电阻满足标准要求。减少了返工处理的工程量,节约成本,提高工程效率及质量。同时,不断地积累相关技术质量管理方面的经验并记录在案,掌握变电站防雷接地极焊接口工艺的管控重点和方法。
二、调查研究结果与数据分析
2.1各区域数据抽检调查结果如下,针对本工程220kV配电装置楼区域、110kV配电装置楼区域、10kV配电综合楼区域、主变区域、围墙区域、出线电缆沟区域6个区域300个接地极,统计了各部位接地极焊接口一次合格情况,抽检防雷接地极焊接口一次合格率为82.3%。
序号 | 工程部位 | 检查点数(个) | 一次合格点数(个) | 不合格点数(个) | 一次合格率 |
1 | 220kV配电装置楼区域 | 50 | 43 | 7 | 82.3% |
2 | 110kV配电装置楼区域 | 50 | 40 | 10 | |
3 | 10kV配电综合楼区域 | 60 | 50 | 10 | |
4 | 主变区域 | 35 | 32 | 3 | |
5 | 围墙区域 | 75 | 57 | 18 | |
6 | 出线电缆沟区域 | 30 | 25 | 5 | |
7 | 合计 | 300 | 247 | 53 |
2.3各接地极质量缺陷问题统计情况如下,通过深入分析抽检的300个接地极焊接口施工工艺,以标准规范及设计要求为依据,检查焊接口的搭接面积、焊接口变形情况、选用接地极制作材料、虚焊及夹渣情况、焊接口未涂刷防腐漆等焊接工艺项目,统计抽检接地极样品合格率,得出以下数据。

从排列图可以看出,焊接口搭接面积不足和焊接口变形占据整个接地极施工不合格的88.6%,是影响本工程防雷接地极施工质量不合格的主要症结。
三、问题成因分析
3.1针对焊接口搭接面积不足和焊接口变形这两大影响防雷接地施工质量的问题,笔者从“人、机、料、法、环”五大方面入手进行分析,经过以往工程资料及相关文献的资料收集,针对“焊接口搭接面积不足”和“焊接口变形”两个症结召经过多次论证与探讨,得出了许多新的思路和结论,为提高变电站防雷接地极焊接口一次合格率,经调查确认后将确实存在的原因进行整理。
3.2为确定造成“焊接口搭接面积不足”和“焊接口变形”的主要因素,笔者以要因确认的方式逐个对于可能的原因进行排除,并绘制以下表格:
序号 | 末端因素 | 确认内容 | 确认方法 |
1 | 未持证上岗 | 操作人员持证情况对症结影响程度 | 调查分析 |
2 | 人员缺乏专业的培训 | 培训内容掌握情况对症结影响程度 | 调查分析 |
3 | 技术交底不到位 | 技术交底情况对症结影响程度 | 调查分析 |
4 | 弯排机加工头无法制作接地极特殊形状的零件 | 接地极零件的形状对症结影响程度 | 调查分析、现场测量 |
5 | 接地材料型号规格不统一 | 接地材料规格是否符合设计要求对症结影响程度 | 调查分析 |
6 | 扁铁存在气孔 | 扁铁存在气孔对症结影响程度 | 调查分析 |
7 | 扁铁不平直 | 扁铁不平直对症结影响程度 | 调查分析、现场测量 |
8 | 接地极焊接施工无作业指导书 | 对比有无作业指导书焊接施工对症结影响程度 | 调查分析 |
9 | 焊机电流过小 | 焊机电流的大小对症结影响程度 | 调查分析、现场测量 |
10 | 焊接时间短 | 焊接时间的长短对症结影响程度 | 调查分析、现场测量 |
11 | 施工环境温度高 | 环境温度对对症结影响程度 | 调查分析、现场测量 |
3.3要因分析结论:
3.3.1检针对接受接地极焊接口施工技术交底情况进行调查分析,通过对开展交底与未开展交底情况下接地极焊接口施工质量进行调查,发现接地极焊接口搭接面积不足占比和焊接口变形占比差别较大,因此技术交底不到位对症结影响程度大。
3.3.2通过检查接地极零件的不同弧度形状对接地极焊接口搭接面积和施工工艺规范影响,并分析加工90度、120度、180度弧度的接地极零件情况对症结的影响程度。针对接地极焊接口施工质量进行调查,发现接地极焊接口搭接面积不足占比和焊接口变形比差别较大,因此弯排机加工头无法制作接地极特殊形状的零件对症结影响程度大,此要因是影响接地焊接问题的要因之一。
3.3.3对比接地极2分钟、4分钟、6分钟、8分钟、10分钟不同焊接时长对接地极焊接口搭接面积和施工工艺规范影响情况,并分析焊接时间的长短对症结的影响程度。通过对比不同焊接时长对接地极焊接口施工质量的影响,发现随着焊接时长越短,接地极焊接口搭接面积不足占比和焊接口变形占比差别较大,因此焊接时间短对症结影响程度大。
四、针对问题提出解决策略
对以上通过统计数据测量确认得出的3条主要因素进行针对性的采取对策措施,以切实减少在变电站焊接过程中出现的质量问题,切实帮助一线施工人员提高工作效率。
4.1针对技术交底不到位的问题,应当采取定期开展技术交底工作,并且在相关制度要求中明确规定,每周不少于2次接地极焊接施工前技术交底,为了更好的解决此问题,相关负责人员要编制接地极焊接施工制度,编制接地极焊接施工交底文件。
项目负责技术人员要在每周一、周三、周五定期开展技术交底,并形成记录文件,并将此列入考核范围,每月底考核交底执行情况。
4.2针对弯排机加工头无法制作接地极特殊形状的零件的问题,应当及时更换弯排机的圆弧型定向导柱,接地极零件加工弧度可达到360度,申请购买弯排机的圆弧型定向导柱,并且拆除弯排机旧菱形定向导柱,安装弯排机的圆弧型定向导柱。
4.3调整要求焊接时间,相关技术人员编制接地极焊接作业指导书,并且每周开展1次接地极焊接技术培训工作帮助施工人员提高技术水平,加强监管力度,每次施工后都要现场抽样测量操作人员接地极焊接时长是否大于10分钟。
五、结束语:
在实施了上述措施后,接地极焊接口一次合格率超过了目标值,同时对策实施进行分析结果显示,“焊接口搭接面积不足”和“焊接口变形”两个主要问题的发生均有所降低,已经不再是影响变电站接地焊接的主要影响因素,并且节省了大量返工费用,提高经济效益,既有效解决了施工问题,又使自身的能力得到提高,使得本接地极焊接口施工质量显著提升,为后续防雷接地工程奠定了坚实的基础。
参考文献
[1]孟昭显,管良,曹远,戴卫华,付广学,王锐.输电线路防雷接地设计的问题与改进措施[J].电子测试,2019(22)
[2]吴玉光.建筑电气安装中防雷接地施工技术研究[J].住宅与房地产,2019(30)
[3]韩圣熙.建筑电气安装中防雷接地施工存在的问题及对策[J].建材与装饰,2019

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



