贵州中烟工业有限责任公司 贵定卷烟厂 551300
摘要:在烟草制造行业中,梗丝加料是一个关键环节,其加料总体精度对于卷烟的品质和理化性能具有重要影响。本文以梗丝加料总体加料精度为研究对象,通过调查分析物料流量稳定性影响、料尾阶段控制,以及加料系统控制等研究,探讨降低该指标的方法和效果。
关键词:梗丝加料,总体精度,烟草制造,卷烟品质
一、引言
烟草制造行业是我国重要的制造业之一,随着消费者对于卷烟品质要求的不断提高,各烟草企业对于生产过程中的各个环节也愈发重视。其中,梗丝加料是烟草制造中的重要环节之一,其加料总体精度对于卷烟的燃吸品质和理化性能具有重要影响。因此,本文旨在通过调查分析和实验研究,探讨降低梗丝加料总体加料精度的方法和效果。
二、文献综述
根据《YC/T 587-2020 卷烟工厂生产制造水平综合评价方法》[1]梗丝加料总体加料精度定义为测试批设定加料比例与实际加料比例之差的绝对值与设定加料比例的比值。该指标是工艺质量在制品制梗丝过程能力四级指标,同时也是卷烟工厂重点关注指标。赵蓉蓉、邵惠芳等研究提出卷烟加料等工序对卷烟化学成分与感官质量有重要关联[2]。
三、调查分析
1、现状调查
本文选取了A、B卷烟厂进行调查。调查结果显示,2022年1-2月,A厂的均值为0.13%,B厂的梗丝加料总体加料精度均值为0.03%。统计见图1、图2。

图1 A厂2022年1-2月膨胀梗丝加料工序总体精度趋势图

图2 B厂2022年1-2月梗丝加料总体精度趋势图
2、原因分析
课题组组织相关工艺质量人员、维修技术人员、 操作人员对该问题进行深入分析,结合树图结构思路,用系统思维的方法从多维度对问题进行分析,梳理出10条末端因素,见图3。
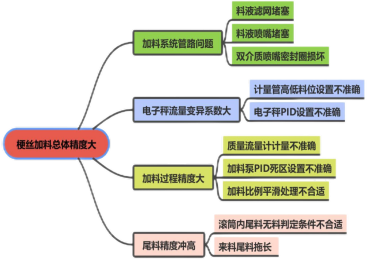
图3 末端因素分析图
通过资料查询、技能调查、现场验证、记录验证、跟踪试验等方法,课题组对末端因素进行逐一确认,最终确认5条要因,见表1。
表1 要因统计表
序号 | 要因 |
1 | 电子秤PID设置不准确 |
2 | 加料泵控制PID死区设置不准确 |
3 | 滚筒内尾料无料判定条件设置不合理 |
4 | 来料尾料拖长 |
四、对策措施
课题组对梳理出来的5条要因进行讨论并制定对策,见表2。
表2 要因对策表
序号 | 要因 | 拟定对策 |
1 | 电子秤PID设置不准确 | 优化电子秤PID参数 |
2 | 加料泵控制系统PID死区参数不合理 | 对加料泵控制系统PID死区控制参数进行全因子正交实验 |
3 | 滚筒内尾料无料判定条件设置不合理 | 优化尾料滚筒物料判定条件 |
4 | 来料尾料拖长 | 优化料尾阶段提升机频率控制 |
1、对策实施1:优化电子秤PID参数
小组采取同批次内对梗加料电子秤的PID参数进行梯度试验,得到P值最优值35;对I值进行梯度试验,得到I值最优值5。
表3 电子秤的PID参数P值、I值梯度实验数据统计
P/I值 | 梯度值 | 流量标偏 | 平均值 | 结论 | ||
测试1 | 测试2 | 测试3 | ||||
P值 | 50 | 1.216 | 1.453 | 1.488 | 1.386 | P值为35时,流量标偏值最小 |
45 | 1.125 | 1.256 | 1.281 | 1.221 | ||
40 | 1.024 | 0.956 | 1.157 | 1.046 | ||
35 | 0.759 | 0.984 | 1.024 | 0.922 | ||
30 | 0.926 | 1.375 | 1.176 | 1.159 | ||
I值 | 20 | 1.442 | 1.674 | 1.753 | 1.623 | I值为5时,流量标偏值最小 |
15 | 0.986 | 1.215 | 1.186 | 1.129 | ||
10 | 1.024 | 0.862 | 0.998 | 0.961 | ||
5 | 0.762 | 0.681 | 0.825 | 0.756 | ||
0 | 0.913 | 1.144 | 1.106 | 1.054 | ||
2、对策实施2:对加料泵控制系统PID死区控制参数进行全因子正交实验
由于物料系数K值与PID死区控制参数设置强相关,所以进行正交试验:物料系数K值设置两水平:低水平:0.25,高水平:2.0;PID死区控制参数设置两水平:低水平:0.01,高水平:0.05;重复1次。(说明:从要因确认过程来看,两个因子均是越小越好,故两因子高水平均设置为当前值。物料系数K值低水平设置0.25是根据系统PLC程序中设置前10Kg不参与加料比例调整,既是系数小于0.25部分料头物料加料比例不参与调整;PID死区控制参数低水平设置0.01,是根据当将PID死区控制参数设置为0.00时,加料精度波动较大,小组考虑加料系统的稳定性将PID死区控制参数低水平设置0.01。)
根据实验设计开展测试,测试数据为工厂生产管理系统采集数据,测试数据见表4。
表4 加料泵控制系统PID死区控制参数正交实验数据统计
运行序 | 点类型 | 区组 | 物料系数K值 | PID死区控制参数 | 瞬时加料比例变异系数 |
1 | 1 | 1 | 2.0 | 0.05 | 0.0423 |
2 | 1 | 1 | 0.25 | 0.01 | 0.0158 |
3 | 1 | 1 | 0.25 | 0.05 | 0.0282 |
4 | 1 | 1 | 2.0 | 0.01 | 0.0358 |
5 | 1 | 1 | 0.25 | 0.05 | 0.0353 |
6 | 1 | 1 | 0.25 | 0.01 | 0.0158 |
7 | 1 | 1 | 2.0 | 0.01 | 0.0402 |
8 | 1 | 1 | 2.0 | 0.05 | 0.0353 |
通过实验,当物料系数K值设置为0.25,PID死区控制参数设置为0.01时,瞬时加料比例变异系数最优可以达到0.0158%。
3、对策实施3:增加尾料提速功能
在料尾阶段,将喂料提升机提升带频率设置为50Hz(最大频率)运行。
4、对策实施4:优化尾料滚筒物料判定条件
梗加料生产流量为1200Kg/h,进行递减调整实验。当尾料判定流量为1050Kg/h时,瞬时精度趋近于过程稳态情况;当递减至1000Kg/h后,出现明显尾料精度冲高。因此将尾料判定条件设置为1050Kg/h并对控制程序进行修改。
五、效果验证
通过采取上述对策措施后,小组对2022年5-7月生产的总体加料精度进行验证,均值为0.013%,见表5。
表5 优化后梗丝加料总体精度统计表
投料日期 | 梗丝加料总体精度(%) | 投料日期 | 梗丝加料总体精度(%) |
2022.07.01 | 0.01 | 2022.08.16 | 0.01 |
2022.07.04 | 0.01 | 2022.08.17 | 0.01 |
2022.07.04 | 0.01 | 2022.08.18 | 0.01 |
2022.07.06 | 0.01 | 2022.08.30 | 0.02 |
2022.07.07 | 0.01 | 2022.08.31 | 0.02 |
2022.07.08 | 0.01 | 2022.09.01 | 0.01 |
2022.07.11 | 0.01 | 2022.09.13 | 0.01 |
2022.08.10 | 0.02 | 2022.09.13 | 0.01 |
2022.08.11 | 0.03 | 2022.09.14 | 0.01 |
2022.08.12 | 0.01 | 2022.09.14 | 0.01 |
2022.08.15 | 0.01 | 2022.09.16 | 0.02 |
2022.08.15 | 0.01 | 2022.09.27 | 0.02 |
均值 | 0.013 | ||
六、结论:
通过调查分析和实验研究,本文得出以下结论:通过优化来料流量稳定性,优化控制系统等措施对于提高梗丝总体加料精度具有最为显著的效果。
参考文献
[1]《YC/T 587-2020 卷烟工厂生产制造水平综合评价方法》
[2]赵蓉蓉,邵惠芳,范磊,等.卷烟加料工序化学成分与感官质量的灰色关联分析[J].江西农业学报, 2016, 28(010)。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



