信息产业电子第十一设计研究院科技工程股份有限公司,四川 成都 610000
摘 要:液晶面板制造设施包含许多对振动敏感设备,这些设备通常靠近大型振动源。需要良好的结构系统和适当的机械设备隔振,以尽量减少来自建筑物内部源的影响,其内部源包括自动化和产品搬运机械、行走和其他人员活动、材料搬运、电气和机械设备、管道和风管系统以及工具本身。本文介绍了一个对涂布机良品率产生影响的振动源调查及分析的案例。该振动的幅值在涂布机所在位置处超过了VC标准,由于厂房的特殊性,有些产生振源的机器所在区域无法进入,导致不能对其进行振动测量,因此我们采用了对比测量的方式来最终确定了引起振动超标的振源所在。
关键词:振动敏感设备;良品率;VC标准;振动测量
1引言
振动是液晶面板制造和研究的污染物之一,由于液晶面板制造中使用的设备对不同程度的振动非常敏感,过量的污染物会对设备的产量、吞吐量、分辨率等产生不利的影响。本文所研究的案例是调查并分析引发涂布机良品率低下问题的原因,一般良品率问题跟很多因素都有关系。其主要因素包括有设备自身的调试情况、设备的安装情况以及设备所处环境的振动情况。通常情况下,当某设备良品率出现问题时,业主往往会首先把原因归结于环境振动超过标准。调查结果从几个方面分析了引起良品率问题的主要原因,有望对今后在解决有关类似问题上提供参考和帮助。
2 项目情况
本工程为某第8.6代超高清新型显示器件生产线项目,主厂房核心区平面尺寸为349.6m×303.4m,大柱网尺寸为18m×16.2m,小柱网尺寸为6m×5.4m,总层数为四层(二、四层为生产层;一、三层为技术夹层),生产层楼板采用奇氏板(cheese slab),如图2.1所示。
良品率出现问题的涂布机在主厂房的第二生产层也即四层,分别标记为测点A(机器编号:A5C0A1330)和测点B(机器编号:A5C0A1030)。在距离测点A左侧6m范围内有一组大型物料搬运机器(Stocker),如图2.2所示。

图2.1 四层结构平面布置图
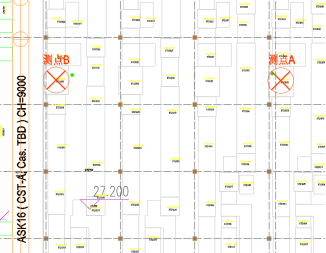
图2.2测点布置图
3 测量方法和仪器
3.1 测量方法
为了确定涂布机附近的工艺地板的环境性能,使用下述仪器采集数据,如表3.1所示。测量带宽为0.25Hz,汉宁窗函数有效带宽为0.375Hz。测量频率范围为0~100Hz。[1]
通常根据在几分钟内获得的多个连续样本的RMS线性平均值(能量平均值)来量化单位位置的振动速度。对于统计上“静止”的环境,这是一个足够的统计数据,主要由稳态随机过程和其他连续振动源支配。如果环境受到短期瞬态事件的影响,例如自动化和产品搬运机械(AMHS)或人员行走时,还必须测量“最大RMS”(在某些信号分析仪器上称为“峰值保持”)幅度。该幅度远远高于线性平均幅度。[2]
3.2 测量仪器
表3.1 仪器参数表
序号 | 仪器名称 | 型号 | 参数 |
1 | 拾振器 | COINV 991B | 频响:0.07~100Hz 分辨率:4E-8m/s |
2 | 加速度计 | PCB 393B12 | 频响:0.5~2000Hz 分辨率:0.00001g rms |
3 | 数据采集仪 | COINV INV3062T | 动态范围:120dB AD精度: 24位 |
连同相关的校准系统、电缆、连接器等。测量仪器的年度校准使用可追溯到美国国家标准与技术研究院(NIST)的参考标准。[3]
所使用的测量系统满足在所关注的频率范围内使用的振动标准的精度和本底噪声要求。
4 振动标准
涂布机的振动标准见表4.1,对应于图4.1中描述的敏感微电子设备和工艺的常用振动标准曲线
。该标准显示在本研究的相应数据图中。
在设计和评估地板性能时,根据这些标准,采用以下准则:
• 线性平均(或能量平均)振动幅度,在中心频率从1-80Hz的1/3倍频程中,将与振动标准(VC)曲线进行比较。[4]
• 标准的限制适用于在结构地板上测量的垂直和水平(在两个轴上)振动,并不适用于高架地板。
• 振动标准适用于设备启动时(工具连接前),所有建筑机械设备均已安装并运行。为了在工具安装和操作后保持这些水平,必须注意标准、安装以及必要时与工艺工具相关的机械系统和管道的隔离[5]。
表4.1 涂布机振动标准
设备名称 | 楼层 | 区域 | 标准 |
涂布机 | 四层 | 核心区 | VC-C (12.5μm/s RMS) |

图4.1振动敏感设备的通用振动标准(VC)曲线
5 静态测量
静态测量是在涂布机及其相关支持设备关停以及大型物料搬运机器(Stocker)未移动时的情况下进行的,其目的是为了尽可能还原工具搬入(move in)之前,基础机械设施运行之后的“竣工(As built)”状态[6],这也是洁净室环境振动水平的认证状态。
分别在测点A和测点B进行了环境振动测量,将加速度传感器放置在涂布机机台上,并测量了XYZ三轴方向的环境振动,以RMS线性平均的方式在三分之一倍频程带上表示,如图5.1和5.2所示。另外还对测点B的涂布机机台和紧挨其旁的机器人(Robot)底座以及Robot外侧地面进行了Z轴方向的振动测量,以RMS线性平均的方式在三分之一倍频程带上表示,如图5.3所示。
根据测量数据表明,在静态工况下测点A和B的三轴方向的环境振动幅值均小于6.25μm/s,满足涂布机VC-C标准的要求。
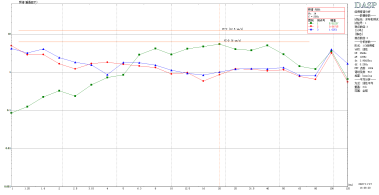
图5.1测点A涂布机机台环境振动(静态)

图5.2测点B涂布机机台环境振动(静态)

图5.3测点B涂布机机台、Robot及其外侧环境振动(静态)
6 动态测量
动态测量是在涂布机及其相关支持设备运行以及大型物料搬运机器(Stocker)移动时的情况下进行的,其目的是为了评估工具搬入(move in)之后,工具及相关支持设备和基础机械设施同时运行时的“操作(Operational)”状态下的振动水平[6]。在洁净室满足“竣工(As built)”状态的振动水平后,其后的工具安装及其支持设备的连接都要格外小心,以防止不当的安装造成振动水平的提高。
分别在测点A和测点B进行了环境振动测量,将加速度传感器放置在涂布机机台上,并测量了XYZ三轴方向的环境振动,以RMS线性平均的方式在三分之一倍频程带上表示,如图6.1和6.2所示。另外还对测点B的涂布机机台和紧挨其旁的机器人(Robot)底座以及机器人(Robot)外侧地面进行了Z轴方向的振动测量,以RMS线性平均的方式在三分之一倍频程带上表示,如图6.3所示。
根据测量数据表明,在动态工况下测点A和B的三轴方向的环境振动水平比静态工况提高了一档,但仍均小于12.5μm/s,满足涂布机VC-C标准的要求。

图6.1测点A涂布机机台环境振动(动态)
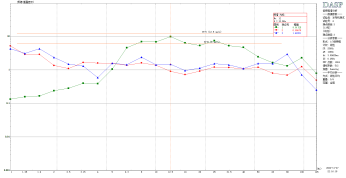
图6.2测点B涂布机机台环境振动(动态)

图6.3测点B涂布机机台、Robot及其外侧环境振动(动态)
7 时域分析
为了进一步研究机器人(Robot)和大型物料搬运机器(Stoker)对涂布机机台处环境振动的影响,选择了靠近Stoker更近的测点B进行了测量。将加速度传感器放置涂布机机台处,对其进行两个工况下的Z轴方向的环境振动测量。
工况1:Robot运行,Stoker未移动时,目的是研究Robot运行时对涂布机机台的影响。
工况2:Robot未运行,Stoker移动时,目的是研究Stoker运行时对涂布机机台的影响。
测量结果的时域分析:
工况1下涂布机机台处振动速度峰值约为132μm/s,持续时间约为0.2s,如图7.1所示。
工况2下涂布机机台处振动速度峰值约为226μm/s,持续时间约为6s,如图7.2所示。
根据测量数据表明,由Stocker引起的瞬态响应的幅值和持续时间都远大于Robot,对涂布机产生的影响不可忽视。

图7.1测点B涂布机机台振动时域波形(工况1)
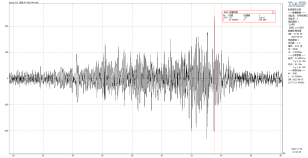
图7.2测点B涂布机机台振动时域波形(工况2)
8 瞬态分析
由于参考标准VC曲线是用频域下的三分之一倍频程带表示的,需要将上述工况1和工况2中典型的时域波形截取段通过快速傅里叶变换(fft)和数据合成三分之一倍频程谱。[7]
根据瞬态分析的频谱数据:工况1,采用最大值保持下的振动幅值最大值为10.09μm/s,满足VC-C标准,如图8.1所示;工况2,采用最大值保持的振动幅值的最大值为44.7μm/s,超过了VC-C标准,如图8.2所示。由此可以得出Stoker的移动对涂布机机台处的环境振动有明显的影响。
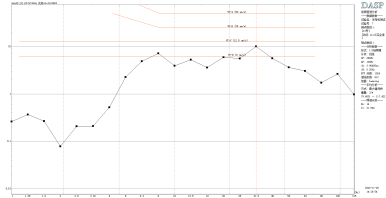
图8.1测点B涂布机机台振动瞬态频谱(工况1)

图8.2测点B涂布机机台振动瞬态频谱(工况2)
9 衰减分析
虽然第二生产层采用了奇氏板(cheese slab)的设计,楼板刚度远大于普通梁板式楼板,但由于大型物料搬运机器(Stoker)的质量和加速度都远大于其他机械,对任何一种楼板形式都能产生较大的激励。因此传统的减震做法是采用一定距离的退避形式,通过楼板的衰减作用使传递到工具(如涂布机等)位置的环境振动水平满足既定的要求。
在测点B的附近向测点A的方向依次布置3个测点,分别距Stoker为6m、12m和20m。采用加速度传感器同时对这三点地面楼板进行Z轴方向的环境振动测量。
根据测量数据表明,从6m到12m,振动衰减率为27.7%;从6m到20m,振动衰减率为44.4%,如图9.1所示;随着Stocker的退距增加,振动衰减也随之增加,当退距在20m左右时,振动水平幅值最大值为12.5μm/s,满足VC-C标准的要求,如图9.2所示。

图9.1Stoker衰减时域指标统计

图9.2Stoker在6m、12m和20m处引起的环境振动
10 安装检查
工具的正确安装往往是最容易忽略但又至关重要的一环,任何未按要求和规定的安装都会导致振动水平的提高。在进行一系列测量工作后,还对机台的安装进行了仔细的排查,发现了有螺栓松动的情况,如图10.1所示。

图10.1 机台螺栓安装情况
10 研究结论
根据上述的各项分析大致可以得出以下几个结论:
1.在接近“竣工(As built)”状态下时,涂布机机台处的环境振动水平满足VC-C标准的要求。
2.在“操作(Operational)”状态下时,Stocker的运行对涂布机机台处的环境振动水平有较大影响,该影响随着退距的增加而减弱。
3.涂布机机台底座局部螺栓的松动可能会对隔振空气弹簧造成不良影响。
参考文献
[1]GB 51076-2015,电子工业防微振工程技术规范[S].
[2]Michael Gendreau and Hal Amick, “Chapter 39 Micro-Vibration and Noise Design” in ”Semiconductor Manufacturing Handbook” , 2009
[3]Institute of Environmental Sciences and Technology (IEST), “Measuring and Reporting Vibration in Microelectronics Facilities” (IEST-RP-CC024.1), 2002.
[4]Institute of Environmental Sciences and Technology (IEST), “Considerations in Cleanroom Design”(IEST-RP-CC012.3), 2015.
[5]Colin Gordon Associates, “Section 15240 - Mechanical Vibration Control and Isolation”, 2018
[6]ISO-14644-4, “Cleanrooms and associated controlled environments- Part 4: Design,construction and start-up”, 2001
[7]LMS,《振动/噪声测试与分析系统-理论基础》, 2000

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号