中车齐齐哈尔车辆有限公司,黑龙江 齐齐哈尔 161002
摘要:为实现2600T油压机迅速而可靠的完成自动上下料,设计了基于西门子S7-1200PLC、西门子V90伺服驱动器的自动上下料系统。系统由上料平台、下料平台、对料平台、上料机械手、下料机械手几部分组成,可实现抓取料,送料,码垛功能。该系统将西门子S7-1200PLC控制器与西门子V90伺服驱动器结合使用,台达触摸屏作为上位机,以西门子S7-1200PLC控制器为核心实现2600T油压机自动上下料的整体控制。
关键词:2600T油压机;自动上下料;西门子S7-1200PLC;西门子V90伺服驱动器;
1前言
在货车敞车侧门板、棚车侧板等大型件的成型工序一般利用大型油压机完成,压型工序过程为:安装模具—整垛上料(天车吊运)—单板送料(两人夹持送进模具)—压型—成型板下料(两人夹持拽出模具)—码垛—成品下料(天车吊运)。由于单板质量较重,单板最大重量达到94Kg,在人工夹持上下板过程中门板极易脱落,存在极大的安全隐患。同时长期搬运工人劳动强度较大。人工上下料及吊运占用时间较长,整体生产效率较低。因此迫切地需要简洁有效的自动上下料装置。同时由于车型种类较多,单板的尺寸经常变化,因此只能完成单一车型门板自动上下料的设备已经失去了优势,取而代之的必将是柔性油压机自动上下料设备。
为了实现油压机自动上下料的高效、便捷、自动化,运动控制系统[1]必不可少。运动控制系统作为数控、机器人[2]、自动化生产线等自动化装备的核心,虽然目前已经发展到较高的水平,但仅限于一些通用性的运动控制系统和数控类系统,还没有基于这些运动控制系统,针对油压机实现5轴联动、柔性自动上下料要求的产品。
在国内货车生产行业,目前还是以手工或单一车型的油压机上下料生产线为主,不仅生产效率低下而且存在一定的安全隐患。
为了解决上述问题,设计了基于西门子S7-1200PLC的油压机柔性自动上下料控制系统,本文对油压机柔性自动上下料机械手控制系统的软硬件设计部分进行细致的分析与研究。
2、2600T油压机自动上下料机械手控制系统硬件结构
2.1 2600T油压机自动上下料机械手系统硬件结构
为了实现控制系统脱离PC机运行,该系统主控制器选用了西门子S7-1200PLC。根据事先编制好的程序该系统可以脱离PC机运行,使用台达触摸屏作为上位机。同时为了实现上、下料的分离,方便进行维修与调试,我们采用了双控制器的方式,一个PLC用来控制上料机械手、上料平台、对料平台,另一个PLC用来控制下料机械手、下料平台。该系统具体分为以下部分:机械手本体部分,控制部分,操作部分。各部分的布局图如图1所示。伺服电机、接近开关、模拟量位移传感器、电磁阀以及机械机构,构成了自动上下料机械手的本体部分也就是被控对象,其中接近开关、模拟量位移传感器与伺服电机为系统提供位置保障。西门子S7-1200系列PLC是整个运动控制部分的核心,它根据编好的程序及在触摸屏上设定的参数对自动上下料机械手进行控制,把控制输出到相应的执行机构,进而完成对被控对象的控制等实时性的任务。触摸屏及外部按钮构成了系统的操作部分,它们负责系统启动、停止,手动、参数输入等相应的功能。

图1电气系统硬件结构图
2.2 2600T油压机自动上下料机械手控制系统硬件搭建
在整个运动控制系统中,西门子S7-1200单元是核心元件,在通讯接口方面S7-1200有两个以太网口以供使用,一个网口用来连接伺服驱动器,另一个网口用来与其他设备进行组态,因此极大的方便了控制系统的组网。
西门子S7-1200自带输入输出点和模拟量输入点,所以不需要扩展外部输入输出点,同时S7-1200可以配置6个伺服轴。两套系统的通讯是通过网络通讯来完成的,在网络通讯过程中需要使用路由器。路由器在支持两套系统通讯的同时还可以将两套系统的PLC与PC进行联机,完成程序的编辑与调试工作。系统的连接及扩展模块的连接示意图如图2所示。
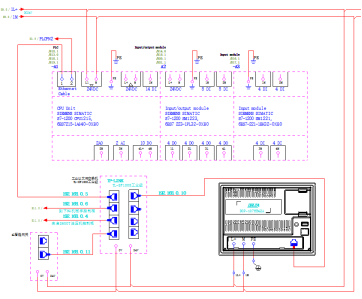
图2模块连接示意图
S7-1200与系统本体部分的连接分为通过伺服驱动器与伺服电机连接、与各种传感器连接以及与执行装置连接三大部分。该系统上下料机械手的走行位置是依靠程序以及伺服驱动器和伺服电机来保证的,除此之外该系统还要保证对料风压和对料的尺寸,因此该系统使用了压力继电器与模拟量位移传感器。同时还使用了磁性开关和接近开关,用来使各个动作连续运行。
3、2600T油压机自动上下料机械手控制系统软件的实现
3.1控制程序
PLC程序的编写主要借助西门子公司提供的TIA Portal V16软件完成,该软件可同时进行程序的编写、调试以及在线监视。当程序在PC上编写完成之后,就可以通过网口和S7-1200相连,实现与S7-1200的通讯。程序编辑调试完成后便可以将程序下载到S7-1200中,如需要可拆除连接的网线实现S7-1200的脱机运行。为了操作方便我们还使用了触摸屏和外部按钮,通过触摸屏和外部按钮实现一些简单的操作,使整个系统操作起来更加的简单方便。
由于S7-1200是循环扫描的,所以程序是按顺序的逻辑关系进行编写的,只有在执行完上一步之后才会继续向下执行。在整套系统中机械手各轴位置是很重要的参数,因此该系统使用了西门子报文111、SinaPos指令来读取各个轴的实际位置并进行精准的定位控制,保证系统的正常运行。部分程序如图3所示。

图3 轴精准定位控制控制程序
5结论
该系统以PC开发整套系统的控制程序,PLC负责完成实时性任务。目前该控制系统已用于2600T油压机自动上下料的工序,运行稳定,满足工艺要求。
参考文献:
{1}孟庆鑫,王晓东.机器人技术基础[M].哈尔滨:哈尔滨工业大学出版社,2006.
{2}SalisburyJK, Craig J J. Articulated hands: force control and kinematics issues . The International Journal of Robotics Research, 1982, 1.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号


