中车兰州机车有限公司 甘肃 兰州 730071
摘要:通过分析风电塔架制作过程中法兰平面度及平行度的影响因素,研究法兰平面度及平行度的控制方法和造成两项参数超差后的补救措施,为公司风电塔架制造过程关键参数控制提出了一些建议。
关键词:风电塔架;垂直度;同轴度;法兰平面度及平行度;控制
1.1筒节钢板的下料
平截空心圆锥形筒节钢板下料需保证下弦长B±2;上弦长b±2;板宽(H1~H5)之差≤2;扇形板对角线差|M1-M2|≤3mm,见图1。
法兰平面度一次性合格率下降的制约因素之一就是钢板的下料尺寸达不到工艺要求,首要原因是数控火焰切割机本身精度的下降引起下料尺寸误差偏大,其次是数控火焰切割机的切割速度超出了板材厚度适用的切割速度,产生切割变形。
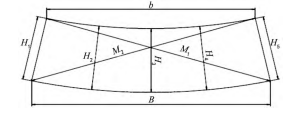
图1筒节钢板下料后尺寸测量位置示意图
钢板下料精度未得到保证时,钢板在卷制后不能得到标准的平截空心圆锥体,从而影响整个塔段的同轴度及上下口的平行度。
1.2筒节的卷制
筒节在卷制过程中,要求环向错口量最大不超出2mm(见图2)。而在实际操作过程中,若钢板未按要求放正就进行卷制,就会引起环向错口量过大,会直接影响整个塔段的同轴度和上下口的平行度。
![C:\Users\Administrator\AppData\Roaming\Tencent\Users\1960270162\QQ\WinTemp\RichOle\Z]$ARD`LSPI11PX`S9N%S{6.png](/convert/2023-10-17/file_169750971010110197.002.png)
图2环向错口量
1.3筒节的校圆
筒节任意截面的圆度公差要求为:
(Dmax-Dmin)/Dnom≤0.005式中:Dmax为测量出的最大内径;Dmin为测量出的最小内径;Dnom为所测量截面的公称内径。
筒节的圆度偏差可用内径弧长为D/6的矫正样板检查,间隙不应大于1.5mm。与法兰对接的筒节,其在圆度偏差过大时进行组对,会在应力作用下使法兰产生扭曲变形,影响法兰的平面度。
1.4筒节的组对
筒节在组对前要检查环缝对口错边量(见图3),其值dx≤0.1t+1mm,且最大不超过2.5mm,在测量对口错边量dx时,不应计入两板厚度差值,t为钢板公称厚度,mm。环缝对口错边量过大等情况下若对相邻筒节强行进行组对,塔段会因焊接应力产生变形,从而影响塔段法兰平面度及平行度。
![C:\Users\Administrator\AppData\Roaming\Tencent\Users\1960270162\QQ\WinTemp\RichOle\T)`$F4HJ%1YT}]UC$KSTGZL.png](/convert/2023-10-17/file_169750971010110197.003.png)
图3环缝对口错边量、间隙示意图
1.5环缝焊接
板厚较大的环缝需要进行多层焊接,多层焊接时焊缝的内层和外层必须要进行交替焊接(按工艺给定的顺序进行),否则会产生应力集中现象,导致塔段在环缝位置处产生变形,影响塔段的法兰平面度及上下口平行度。
2.1数控下料
首先要严格按照板厚确定并执行对应的切割速度,严禁切割速度过快;其次要严格执行设备保养及检验检测制度,保证数控火焰切割机的切割精度;最后,保证钢板与轨道的平行度不大于3mm,废料每隔1.5m必须进行切割处理,16mm以下钢板在切割过程中严禁站人,防止钢板窜动。
2.2卷制
必须将钢板放正,卷制时上辊应缓慢下降,不能用倒链强行合口,与法兰对接的一侧应平齐不能有错边。卷制过程中必须使用与之相符合的样板随时检验。
2.3矫圆
上辊应按照经验值逐渐下降,校圆完毕后,不能有死弯与直段,两个人在水平位置用卷尺进行测量,椭圆度不能大于1.005,与法兰连接的筒体椭圆度不能大于±3mm。矫圆过程中必须使用与之相符合的样板随时检验矫圆的圆度是否与样板相符合。
2.4组对
首先要对筒节矫圆情况、法兰平面度及法兰的除油除锈情况进行检查确认,合格后方可组对;其次,法兰与筒节端面不得有大于0.5mm间隙,如果有大于0.5mm的间隙应用磨光机修理筒体至合格才可组对。法兰禁止强行组对,以防止法兰变形,法兰吊运采取三点或四点吊运;最后,组合对口时,在内侧可采用可调式千斤顶支架作辅助对口工具,点焊固定之后外侧间隔50~80mm加固焊接50~80mm。组对完毕必须对法兰平面度进行检测,组对后平面度≤1.5mm(其中顶部法兰平面度≤0.5mm)方可转入焊接工序。
2.5环缝焊接
要严格按照焊接工艺执行,尤其是需要内、外层交替焊的环缝,不能图方便将一侧全部焊完后再焊另一侧;另外要保证焊接参数在焊接工艺评定范围内,避免出现焊接应力造成的变形。总之,若要最大限度的避免出现法兰平面度的超差现象,最好的方法就是严格按相关工艺技术要求执行每道工序,并做好制作过程中的自检、互检及专检工作,尤其是组对工序完成后一定要检查法兰平面度是否符合要求,一旦发现不符合工艺要求的现象,立即进行修复,直至合格。若能严格做到以上要求,法兰平面度一次检验合格率理论上可达到90%以上。
因多种因素的影响,风电塔架制造过程中总会或多或少地出现法兰平面度超差的现象,这时一般可采取三种方法进行补救。①法兰平面度超差小于1mm或局部超差1~2mm时,一般采用火焰校正或法兰面机械加工的方式;②法兰平面度超差1~2mm时,采用法兰面机械加工的方式;③法兰平面度超差大于2mm时,需划出法兰与筒节焊接的环缝中心线,并用具有沿预先确定路线进行切割的半自动切割机割开环缝,重新处理并加工破口,保证破口和端面的外形尺寸精度,保证圆度在允许偏差范围内,此时重新组对。火焰校正的方法仅限于塔架设计方允许的前提下才能使用。火焰校正,实质上就是利用法兰局部受火焰加热后冷却时的收缩所引起的变形,利用应力来微量修正法兰局部的现状,去校正已经产生的误差。
火焰矫正引起的应力与焊接内应力一样都是内应力。不恰当的校正产生的内应力与焊接内应力和负载应力迭加,会使法兰的纵应力超过允许应力,从而导致承载安全系数的降低。因此一定要慎重使用,当不得不采用火焰校正时应注意以下几点:①烤火位置在筒体钢板上,距环焊缝的距离>100mm。②校正处烤火面积在一个截面上不得过大,要多选几个截面。③宜用条状加热方式,以改善加热区的应力状态。④加热温度一般情况下不超过400°
法兰面机械加工的方式仅限于法兰厚度有余量且余量大于法兰平面度超差值的前提下。正式加工法兰面之前须进行严格找正,保证铣刀中心轴与待加工塔段中心轴平行。
法兰平面度超差2mm以上的情况一般属于突发的质量事故,如法兰碰撞、掉落等,所以较少出现将环缝割开重新焊接的情况。法兰平面度超差时虽然可以进行补救,但补救的方法均费时费力且浪费资源,甚至会影响到法兰的理化性能。所以在进行塔架制造时,相关人员都不应心存“法兰平面度得不到保证的话可以进行补救”的侥幸心理,应该控制好每道制造工序的重点参数和注意事项,尽力减少补救次数。
参考文献
[1]风电塔架法兰平面度的火焰矫正方法及试验[J].胡宝成;李富科;何卫东;杨显珍.机械研究与应用,2020(05)
[2]“华龙一号”核主泵机械密封平面度的检测方法及分析[J].董富弟;李天斌;金乐.水泵技术,2022(01)

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



