华电潍坊发电有限公司 山东 潍坊 261204
摘 要:伴随着环境保护意识的不断增强,国家对于环保企业的检查力度不断增强,。在这种背景下,环保设备的正常运转,将关系到火电厂生存和发展。烟气脱硫是当前火电厂环保上产的重要环节,我国目前大多数火电厂采用石灰石/石膏湿法脱硫工艺。对石灰石/石膏湿法脱硫装置中吸收塔浆液PH值控制系统的分析发现,该控制系统还有待完善,提出一种新的控制方案,理论分析表明,新的控制方案比原来的稳定,减少运行人员的劳动强度,降低生产环保成本。
关键词:石灰石/石膏湿法脱硫;PID;PH值调节;控制系统
1、引言
伴随着国家经济的不断好转,国家对能源的需求也越来越大,对于火力发电企业是一次难得的机遇和挑战。但是根据最新颁布的 《火电厂大气污染物排放标准》,现有火力发电锅炉及燃气轮机组排放大气中的污染物将开始实行新版大气污染物排放标准,这份被称为有史以来最严格的火电厂排放标准,将大大降低我国火电厂烟尘、二氧化硫以及氮氧化物等污染物的排放量。因此大力发展燃煤火电厂的烟气脱硫技术对于控制二氧化硫排放,保护环境,走科学和可持续发展的道路具有重要的意义。目前,石灰石/石膏湿法脱硫技术是一种应用广泛,技术成熟的烟气脱硫技术。脱硫系统在运行的过程中影响其脱硫效率的因素有很多:脱硫烟气量、原烟气SO2含量、脱硫烟气流速、吸收塔内喷淋层的间距、吸收塔浆液PH值、吸收塔浆液循环泵出口浆液浓度以及与脱硫烟气的接触时间[1]。其中,吸收塔浆液PH值是脱硫效率、CaCO3利用率、脱硫产物(石膏)的品质以及脱硫废水的处理的难易程度的关键因素。因此对于吸收塔浆液的PH值数据测量和控制都具有重要意义[2]。
2、湿法脱硫的工艺流程及PH值的选择
目前,世界上主流的石灰石-石膏湿法烟气脱硫工艺烟气脱硫可分为湿法、半干法及干法三大类。其中石灰石—石膏湿法烟气脱硫工艺具有脱硫效率高、运行可靠性高、适用的煤种范围广、吸收剂利用率高、设备运转率高和吸收剂价廉易得等诸多优点,是目前世界上应用最广泛、技术最成熟的SO2脱除技术,约占已安装 FGD 机组容量的90%[1]。石灰石—石膏湿法脱硫工艺采用石灰石浆液作为烟气中SO2的脱硫吸收剂,将石灰石破碎后与水混合,磨细成为粉状,注入脱硫工艺水,制成石灰石浆液。石灰石浆液通过脱硫塔循环浆液泵,打入到吸收塔顶部的喷嘴处,石灰石浆液由喷嘴自上而下喷淋,与自下而上的运动的烟气逆流接触,烟气中的二氧化硫通过化学反应被吸收进入浆液中,烟气中的二氧化硫被除去。煤在锅炉里燃烧后产生的烟气,经过电袋除尘进行布袋除尘后,经过引风机将烟气送到进入脱硫吸收塔内。在吸收塔内烟气中的SO2与石灰石浆液进行反应除去烟气中的有害气体,经过两次石灰石脱硫反应后,再经过一次湿式电除尘除去烟气中有害物质,最后经过净化的烟气(达到国家环保排放要求)由烟囱排放到大气中。
目前华电潍坊发电有限公司三号机组采用石灰石—石膏法脱硫工艺,其主体设备主要有两座吸收塔,五八台循环浆液泵、4台石膏浆液排出泵、吸收塔顶层有两层除雾器冲洗水门、五台氧化风机、稀释风机、七台石膏浆液搅拌器、浆液密度测量仪、浆液PH计测量仪等设备。其中吸收塔是脱硫系统中最主要的设备。它的工作原理是:将石灰石粉加水制成浆液作为吸收剂由循环管浆液泵送入吸收塔与烟气充分接触混合,烟气中的二氧化硫与浆液中的碳酸钙以及从吸收塔下部鼓入的空气进行氧化反应生成硫酸钙,硫酸钙达到一定饱和度后,结晶形成二水石膏。经吸收塔石膏排出泵排出的石膏浆液经浓缩、脱水,使其含水量小于10%,然后用输送机送至石膏贮仓堆放,脱硫后的烟气经过除雾器除去雾滴,在经过湿式除尘器对烟气经行二次除尘,由烟囱排入大气。由于吸收塔内吸收剂浆液通过循环泵反复循环与烟气接触,吸收剂利用率很高,钙硫比较低,脱硫效率可大于95%[3]。主要反应方程式为:
(1) 吸收反应
S02+H2O→H2S03
H2S03→H++HS03-
(2) 氧化反应
HS03-+1/2O2→HS04-
HS04-→H++ S032-
(3) 中和反应
Ca2++C032-+2H++S042-+H20CaS04·2H20+C02
2H++C032-→H20+C02
在应用碱性液体吸收酸性气体时,有关研究资料表明,碱液浓度的高低对酸性气体的吸收的速度具有有很大的影响。当碱液的浓度较低时,化学传质的速度较低;当提高碱液浓度时,传质速度也随之增大;当碱液浓度提高到某一值时,传质速度达到最大值,此时碱液的浓度称为临界浓度。烟气脱硫的化学吸收过程中,以碱液为吸收剂吸收烟气中的SO2时,适当提高碱液(吸收剂)的浓度,可以提高对SO2的吸收效率,吸收剂达临界浓度时脱硫效率最高。但是,当碱液的浓度超过临界浓度之后,进一步提高碱液的浓度并不能提高脱硫效率。为此应控制吸收塔内浆液合适的pH值,使吸收剂利用率最佳。根据工艺设计和调试结果,一般控制吸收塔浆液pH值在5.0一5.4之间,脱硫效率可以获得较为理想的脱硫效率。脱硫效率和PH值的对应关系如下图2所示

图2:PH值与脱硫效率对应图
3、PID调节在脱硫PH值上的应用
吸收塔浆液PH值控制系统是通过调节流入吸收塔内石灰石浆液的流量来保证吸收塔内PH值的。目前,我厂一期脱硫吸收塔内PH值调节还是在采用人工的调节方式。即人为的操作供浆调节门的开度,来调节吸收塔内的PH值的变化。这种调节方式不但对于吸收塔内PH值的调节存在严重的滞后性,调节门对与吸收塔内的PH值的改变不能做出及时有效地动作,有时调节门开度过大造成供浆量偏大,PH值过高,石灰石中Ca2+溶出速度减慢,SO2- 3氧化液受到抑制,浆液中CaSO3·1/2H2O和CaSO3含量就会增加,易发生结垢、堵塞现象;而且还浪费了原材料,提高了生产成本;有时调节门开度过小造成供浆量偏小,PH值过低,会抑制SO2吸收,而且会加剧设备的腐蚀。而且人为的调节方式对吸收塔内的PH值的变化,反应缓慢,使调节门长期处于同一个位置不变(如下图3所示)造成不经济环保的同时,还加大了运行人员的劳动强度,提高了设备运行成本。
针对以上情况本文设计了一种新的控制方案,通过上海新华DCS的PID控制器来调节吸收塔内PH值可以有效的控制PH值的变化,使PH值保持在一个较为理想的数值范围内,即节约了生产生本,又降低了运行人员的劳动强度。
目前,在实际的工业生产过程中,应用最为广泛堵塞调节器控制规律为比例、积分、微分控制,简称PID控制,又称PID调节。PID控制器文史至今已有70年历史,他一其结构简单、稳定性好、工作可靠、调整方便而成为工业控制的主要技术之一。PID控制是一种反馈控制,其中广义过程特性由执行器、过程和传感、测量装置三部分组成,当被控对象的结构和参数不能完全掌握,其他控制理论技术难以采用时,这时采用PID控制技术最为方便。传统的PID控制器是根据被调量的期望值与实际值的偏差,来进行调节的。调节的流程如下图4所示

图4:PID调节器流程图
我们用就地PH计所采集的数据作为跟踪值,与我们的设定值存在偏差,我们就是利用PID调节器来消除这个偏差值,让PH的跟踪值一直在我们想要的范围内上下波动。从而可以达到我们理想的脱硫效果。下图就是新华DCS控制器中用于脱硫PH值调节逻辑控制图。
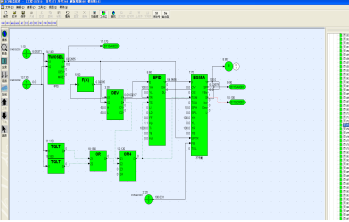
图5:DCS控制器PH调节控制逻辑图
4、总结
湿法脱硫采用PID控制后,吸收塔的PH值控制效果得到了明显的改善,节约了生产成本,降低了运行人员的劳动强度。而且还提高了设备运行的可靠性和稳定性。
参考文献:
[1] 武文江.石灰石—石膏湿法烟气脱硫技术[M]. 北京:中国水利水电出版社,2008..
[2] 李百鹏.火力发电厂已建成机组锅炉烟气脱硫技术分析[J].科技创业家,2012,26(4):69-63
[3] 王志锋.火力发电厂脱硫岛控制系统的设计和应用[M].北京:华北电力大学,2011
[4] 周祖飞,金新荣.影响湿法烟气脱硫效率的因素分析[J].浙江电力,2001,42(10):116-119
[5] 陶峰.浅析PID参数如何设定[J].中国科技博览,2011,(2):29-31
[6]苗海江.浅议PID控制[J].才智,2011,(2):142-145

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



