中国铁路青藏集团有限公司西宁工务机械段 青海省西宁市 810000
一、研究的背景
目前气压焊轨车施工热源主要是氧气和乙炔,在冬季0度以下施工时乙炔瓶温度低,液态乙炔无法充分气化,压力低,无法提供焊接接头需所大流量乙炔气体,造成焊接质量下降,效率低下,影响在天窗点完成计划任务。因氧气和乙炔属于易燃易爆气体,不能采用传统的电伴热系统,所以要研制安全可靠的加热系统,能够进行精准控温,做到每个罐体独立预热,独立加温。
二、研究的意义与目的
通过对氧气乙炔罐体水拌热交换装置的研发,热交换器持续对氧气乙炔罐体耦合加热,在微电脑温度测控系统的精确控制下,使冬季进行焊接作业时氧气乙炔罐温度保持在20度左右,乙炔可以充分气化,提供符合压力、流量需求的氧乙炔气流,保证焊接质量。
三、研究内容与方法
3.1研究的基本内容
(1)氧、乙炔气瓶换热水套的设计制造,要求与气瓶紧密贴合提高导热效率,固定气瓶的卡箍锁扣要牢固可靠拆装方便。
(2)合理选型配置柴油加热器、水箱、热水循环泵、分水器、热水电磁阀等零部件,保证加热功率充足,安装固定牢固可靠。
(3)设计微电脑温度测控系统,硬件组态,软件编写,完成系统内每个气瓶温度的单独测控,做到准确可靠。同时,系统中组态的触摸控制屏完成人机交互功能。
3.2研究方法
通过课题的深入研究,研究出基于微电脑的多个氧乙炔瓶温度测控方法,实现单个气瓶独立测量、加热功能。经过地面整机模拟、装车实验,摸索大气温度、乙炔气化速度与所需加热功率之间的关系,从而编写符合实际工况的控制软件,最终完成所有气瓶安全加热功能。
3.3总体技术方案
(1)技术方案简介
图1 是气瓶保温系统图,气瓶水伴热系统由“水箱”、“柴油加热器”、“热水循环泵”、“热水分水器”、“电磁阀”、“乙炔气瓶换热水套”、联接水管以及微机控制器构成。“柴油加热器”将水箱中的防冻液加热至80℃并保持;箱内热水经“循环泵”加压,由“热水分水器”、“电磁阀”进行分路控制,输送至“气瓶换热水套”,将热量传输至氧乙炔气瓶,完成加热功能。
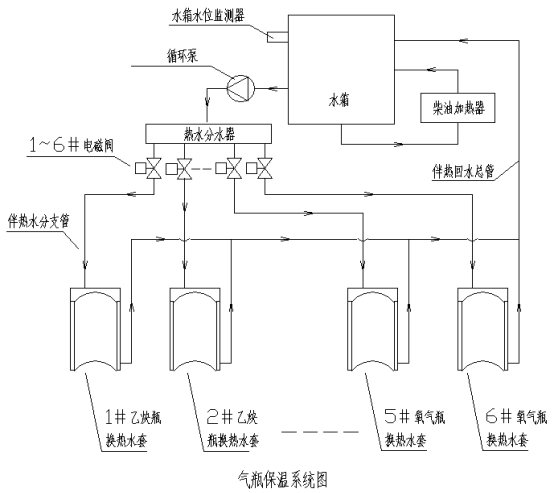
图1 气瓶保温系统图
(2)技术方案实现
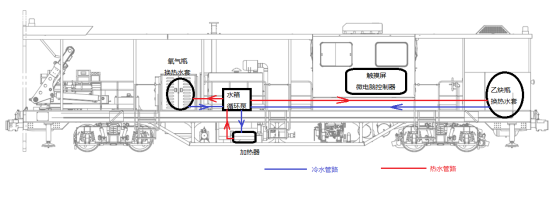
图2 系统布置图
图2所示为加热系统各部件在车体上的安装位置,为确保安全,“柴油加热器”、“热水分水器”、“电磁阀”安装于远离乙炔气瓶的位置。微电脑控制器和触摸控制屏安装与车体驾驶室内。
加热原理:
“柴油加热器”加热水箱和管路中的防冻液;高温的防冻液经过“热水循环泵”、“热水分水器”、“电磁阀”、“伴热分支管”,流经“气瓶换热水套”,通过热传导对乙炔、氧气瓶进行加热。
为保证气瓶温度保持在设定范围内,本系统通过温度传感器持续监测每个气瓶罐体温度,当某个气瓶温度低于设定范围时,微电脑控制“电磁阀”接通该气瓶的加热水路;反之,气瓶温度高于设定上限时,“电磁阀”关断,加热停止。
图3介绍了气瓶保温微机控制系统构成。
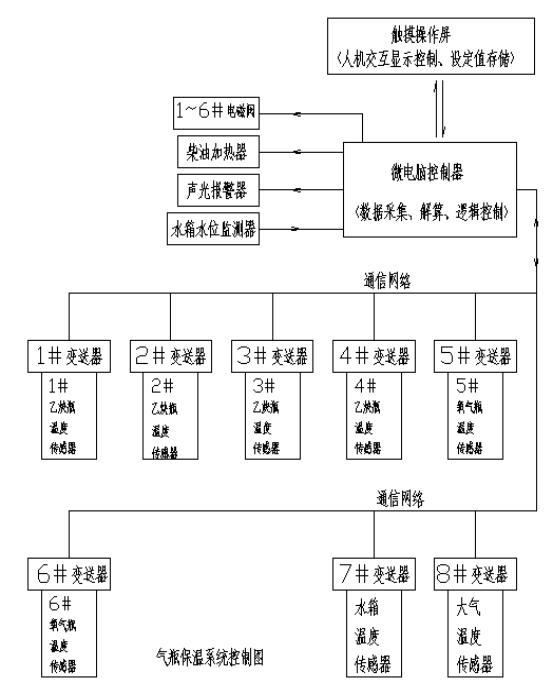
图3气瓶保温微机控制系统
气瓶水伴热保温微机控制系统工作流程为:
微电脑控制器:以工业级嵌入式微机为核心,集成485通信口、光偶隔离输入、继电输出及电源组件构成。其功能是:
1.通过循环方式查询温度变送器的数据,得出每个气瓶、水箱及室外大气温度的数值。通过逻辑运算发出“电磁阀”通断线号,以及非正常状态的报警信号。
2.扫描“气瓶换热水套”上安装的感应开关状态,判断该位置是否放置了气瓶,作为启动加热支路的条件。
3.接受触摸控制屏的控制指令,启动或停止柴油加热器;向触摸控制屏发送各测温点的温度数值。
4.监测水箱水位,如低于允许值,发出声光报警。
5.存储温度设定范围值。
触摸操作屏:人机交互显示控制的装置。功能为显示各测温点的数值、显示报警项目、输入报警限值以及启停加热器操作等。
技术指标:
每套加热装置热功率18KW,电压24V。
能持续对氧气乙炔罐体,在-35℃的环境中保证氧气乙炔罐体在10℃-20℃之间。
(3)技术特点
1.加热系统全部利用防冻液,在专门设计的热交换器——“气瓶换热水套”进行氧气乙炔罐体加热,杜绝了一切电路加热装置;同时,“柴油加热器”、“热水分水器”、“电磁阀”设计安装于远离乙炔气瓶的位置,确保乙炔氧气安全加热。
2.采用了微电脑自动控制系统和工业级测温传感器,通过对环境温度测量,每个罐体温度测量,这些时时测量的温度参数经过软件程序逻辑判读,进行水路伴热的精准控制,安全可靠,保证了最大的安全性。
3.柴油加热器采用挥发雾化技术,燃烧稳定,热效率高,能够在 -41℃以上的超低温环境下正常启动运行,采用自动控制, 可将循环介质温度自动稳定在 60℃ -80℃之间。
全铝机身结构,热交换效率更高,结构紧凑、体积小、维修方便;燃烧效率高,低能耗,性能可靠,升温快;具有高海拔补偿装置,保证海拔 5000 米和其他恶劣条件下正常使用;具有安全保护和自我诊断功能;加热器尾气排放符合最严格欧洲尾气排放标准。
参考文献
[1]王海瑞,宋舒悦.自行式气压焊轨车焊接工艺及施工组织研究[J].世界有色金属,2019(21):248+250.
[2]史正鹰. 自行式气压焊轨车在换铺无缝线路大修施工的应用研究[D].兰州交通大学,2019.DOI:10.27205/d.cnki.gltec.2019.001179.
[3]戴虹. 精准控制锁定轨温的带应力焊轨技术研究[C]//中国铁道学会工务委员会.2018年铁路线路大修学术研讨会优秀论文.[出版者详],2018:51-59.
[4]喻红梅. YHGQ-1200型焊轨车工艺及质量研究[D].西南交通大学,2011.
作者简介:刘海龙(1985.02--),男,汉族,甘肃庆阳人,本科,工程师,铁路装备。
![]()

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



