蒋达淼 周善足
台州市速普机电有限公司,浙江省台州市318000
摘要:随着缝纫机自动化程度的不断提高,缝纫机普遍具备自动剪线机构与自动抬压脚机构,分别实现自动抬压脚与自动剪线的动作,从而节省时间,减少劳动力,提高工作效率。本文研究的目的是探究用于剪线及抬压脚的驱动轮及缝纫机及控制方法,通过新型设计的驱动轮本体的结构,解决功能单一的问题。
关键词:驱动轮;缝纫机;自动抬压脚;剪线
前言
缝纫机普遍具备自动剪线机构与自动抬压脚机构,但这种装置虽然能够通过电机的转动实现自动剪线或抬压脚动作,但是剪线和抬压脚机构无法同时工作,在一个周期内仅能对剪线或抬压脚机构单独控制。目前市场普遍的结构是:抬压脚和剪线不能同时工作的,而本文研究的装置通过抬压脚连杆组件与驱动轮本体之间未分离的结构设置,因此可以同时工作,单步进抬压脚可以用步进电机进行控制,也可以和传统的脚链同时控制,在脚链抬压脚时,可以同时操作按钮进行步进剪线,在剪线的同时,也可以同时执行脚链抬压脚,而目前现有单步进剪线是无法实现本文研究装置的功能。
1行业现状
纺织行业为中国国民经济的重要组成部分,近些年中国纺织工业发展良好,带动中国工业缝纫机行业健康发展1。如今随着智能制造发展,传统制造业需要通过智能化的解决方案来实现产业升级,提高生产效率。缝纫机作为一个传统制造业已经有一百多年的历史,在国际竞争力上,中国缝制机械行业虽然与国外企业巨头相比仍有差距,但也没有必要盲目悲观。随着中国轻工、纺织行业的发展,带动缝纫机行业快速发展,近些年,中国政府相继出台政策帮助中国工业缝纫机行业健康发展。2021年6月中国缝纫机械协会发布了《“领跑者”标准评价要求计算机控制高速平缝缝纫机》中指出推动缝纫机械业转型升级,适用于缝制薄料、中厚料和厚料等织物的计算机控制高速平缝缝纫机产品,制定"领跑者"标准评价的评价指标体系和实施方案,提升行业整体产品质量,加快缝纫机械业结构调整,促进缝机企业间良性竞争2。
2技术方案
2.1驱动轮
用于剪线及抬压脚的驱动轮,包括驱动轮本体,驱动轮本体上分别设置有抬压凸轮部和剪线曲面部,抬压凸轮部的两侧分别设置有未执行抬压空行程面一和已执行抬压顶端空行程面二,未执行抬压空行程面一与已执行抬压顶端空行程面二之间设置有抬压过程行程面一和抬压过程行程面二,剪线曲面部的两侧设置有未执行剪线空行程面一和已执行剪线顶端空行程面二,未执行剪线空行程面一与已执行剪线顶端空行程面二之间设置有剪线过程行程面一和剪线过程行程面二3。
2.2缝纫机
缝纫机,包括机壳,机壳的一侧横向设置有电机,电机的输出轴上设置有驱动轮本体,剪线曲面部内设置有在一定行程内驱动剪线连杆组件的驱动销轴,驱动销轴与剪线连杆组件连接。抬压脚连杆组件包括可转动设置在机壳内的转动轴,转动轴的一端安装有中间杠杆,中间杠杆的上端位于抬压凸轮部的一侧,转动轴的另一端连接有抬压脚组件。转动轴的外周安装有驱动块,中间杠杆上开设有弧形槽,驱动块的一端成型有推块,推块设置在弧形槽内。
2.3剪线及抬压脚控制方法
首先,缝纫机开机,控制器初始化电机找到原点。
其次,当驱动轮本体位于原点位置时,由控制器判断输入信号。
最终分为以下几种情况:
(1)当控制器判断输入信号为单独剪线时,驱动轮本体顺时针转动至第一调节区内,抬压脚组件空行程接触不执行动作,剪线组件从原点到交界点一执行剪线动作,往复一次后,驱动轮本体逆时针转动复位到原点。
(2)当控制器判断输入信号为单独抬压脚时,驱动轮本体逆时针转动至第二调节区内时,剪线组件空行程接触不执行动作,使抬压脚组件从原点到交界点四执行抬压脚动作,往复一次后,驱动轮本体顺时针转动复位到原点。
(3)当控制器判断输入信号为抬起压脚时进行剪线时,驱动轮本体逆时针转动至第五调节区内时,抬压脚组件抬起,剪线组件通过逆时针转动执行第三调节区内的剪线动作,抬压脚组件保持抬起状态时进行剪线动作,往复一次后回到第五调节区内,在抬压脚组件保持抬起状态下,可手动通过控制器控制剪线组件多次往复剪线。
(4)当控制器判断输入信号为剪线后连贯执行抬压脚时,驱动轮本体顺时针从原点到交界点一执行剪线动作的前半行程,然后继续顺时针转动,连贯的从交界点一到交界点二执行抬压脚动作抬起状态,然后继续顺时针转动,连贯的从交界点二到交界点三执行剪线动作的后半行程,直至连贯的运转到第五调节区区域,剪线执行结束后抬压脚保持第五调节区区域抬起状态。
(5)当控制器判断输入信号为剪线完成后执行抬压脚时,先执行(1)的步骤,然后再连贯地执行(2)的步骤。
3技术优势
(1)通过驱动轮的设计,实现一个电机能够分别同步或异步控制抬压脚组件和剪线组件动作,且可以360°运行完成两个动作,结构简单,降低制造成本,效率高,并且在抬压脚状态下能实现剪线动作,解决现有电机驱动技术中不能在抬压脚的同时进行剪线的问题。
(2)通过驱动轮可360°运转的设计,能保证在任何角度下电机运转,不会造成机械铰接卡死和撞击引起的各种强磨损,断裂,或损坏问题4。
4实施方式
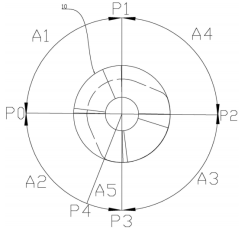
图1 驱动轮本体的结构示意图
如图1所示,用于剪线及抬压脚的驱动轮具体实施方式为:交界点一p1相对于原点p0的角度为85°,交界点二p2相对于原点p0的角度为195°,交界点三p3 相对于原点p0的角度为280°,交界点四p4相对于原点p0的角度为 290°。
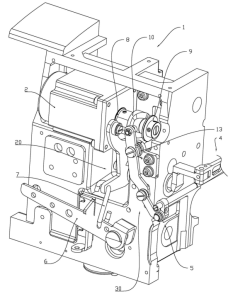
图2 包缝机的结构示意图
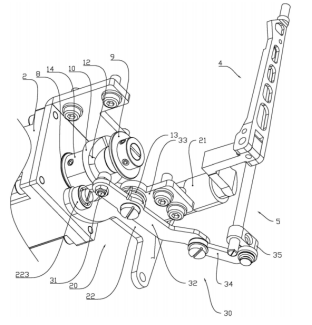
图3 驱动轮、抬压脚连杆组件、剪线连杆组件的结构示意图
如图2和图3所示,缝纫机的剪线及抬压脚控制方法,包括以下步骤;
首先,缝纫机开机,控制器初始化电机找到原点p0。
其次,当驱动轮本体10位于原点p0位置时,由控制器判断输入信号。
最后,在生产缝制应用中,能对应不同的生产工艺技术要求使用不同的方法操作,实现各种辅助功能。分以下5种情况讨论:
(1)单独执行剪线的方法是:当控制器判断输入信号为单独剪线时,驱动轮本体10顺时针转动至第一调节区A1内,抬压脚组件4空行程接触不执行动作,剪线组件5从原点p0到交界点一p1执行剪线动作,往复一次后,驱动轮本体10逆时针转动复位到原点p0。
(2)单独执行抬压脚的方法是:当控制器判断输入信号为单独抬压脚时,驱动轮本体10逆时针转动至第二调节区A2内时,使抬压脚连杆组件20经过抬压过程行程面一143,剪线连杆组件30经过未执行剪线空行程面一121,此时剪线组件5空行程接触不执行动作,使抬压脚组件4从原点p0到交界点四p4执行抬压脚动作,往复一次后,驱动轮本体10顺时针转动复位到原点p0。
(3)抬起压脚后保持压脚抬起状态时进行剪线的方法是:当控制器判断输入信号为抬起压脚时进行剪线时,抬压脚组件4抬起,剪线组件5通过逆时针转动执行第三调节区A3内的剪线动作,使剪线组件5从交界点三p3到交界点二p2执行剪线动作,抬压脚组件4保持抬起状态时进行剪线动作,往复一次后回到第五调节区A5内,在抬压脚组件4 保持抬起状态下,可手动通过控制器控制剪线组件5多次往复剪线。
(4)剪线后连贯执行抬压脚动作的方法是:驱动轮本体10顺时针转动依次经过第一调节区A1、第四调节区A4、第三调节区A3、第五调节区A5,当控制器判断输入信号为剪线后连贯执行抬压脚时,驱动轮本体10顺时针从原点p0到交界点一p1执行剪线动作的前半行程,然后继续顺时针转动,连贯的从交界点一p1到交界点二p2执行抬压脚动作抬起状态,然后继续顺时针转动,连贯的从交界点二p2到交界点三p3执行剪线动作的后半行程,直至连贯的运转到第五调节区A5区域,剪线执行结束后抬压脚保持第五调节区A5区域抬起状态;完成以上动作后,再顺时针转动执行抬压脚组件放下压脚状态至复位原点 p0。
(5)剪线完成后执行抬压脚的方法是:当控制器判断输入信号为剪线完成后执行抬压脚时,先执行(1)的步骤,然后再连贯地执行(2)的步骤。
结语
本文通过驱动轮本体的设计,驱动轮本体可以360°顺时针或逆时针旋转,分别执行同步或异步的剪线和抬压脚工作,一个电机能够分别控制抬压脚组件和剪线组件动作,完成两个动作,结构简单,降低设备成本,方便实用,并且在执行抬压脚动作的同时,还能够执行剪线动作,使用方便。
参考文献
[1]芈苏伯,贾琦.基于嵌入式花样缝纫机控制系统的拼布设计研究[J].纺织科技进展,2023(08):11-14+33.DOI:10.19507/j.cnki.1673-0356.2023.08.007.
[2]孙远韬,刘轶群.工业缝纫机电磁铁式夹线器性能研究[J].纺织报告,2023,42(06):18-20.
[3]王明敏,邱丽,陈彬等.浅谈如何开展自动化缝纫机的研发措施[J].中国设备工程,2022(18):235-237.
[4]吴文楷. 缝纫机在线监测系统的设计与实现[D].杭州电子科技大学,2023.DOI:10.27075/d.cnki.ghzdc.2022.001086.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



