广东省东莞市质量监督检测中心 广东东莞 523000
摘要:本文对某照明企业两种型号完好的LED柔性灯带产品(型号A使用3528 LED封装,型号B使用5050 LED封装)进行机械应力、电学应力和热学应力试验,并根据试验结果对LED灯带的失效现象进行 分析。本文同时总结已失效灯带的可见性损坏情况,并放大扫描正常灯珠和失效灯珠,从微观角度分析失效原因。通过各种失效分析,给出LED柔性灯带产品的质量改进建议。
关键词:失效;试验;质量
前言:
LED柔性灯带广泛应用于装饰照明领域,光线柔和又具有观赏性,是直接照明的补充。其驱动一般是简单的桥堆整流,且实际使用中经常被弯曲成任意形状,所以经常出现部分或整体失效。
1.物理试验分析
1.1机械应力试验
1.1.1扫频振动
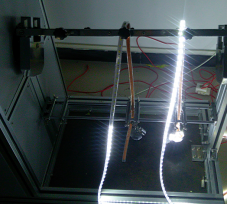
测试中将两种型号的LED灯带,每型号一捆50m,放置于振动台上,如图1所示。型号A为暖色灯带,包装于包装盒内,置于下部,型号B置于包装盒上,用夹具夹紧后开展扫频振动测试。扫频振动模拟LED灯带在使用过程中受到环境的振动影响。参考GB/T 2423.10-2019标准试验方法,扫频范围(5-55Hz),重力加速度2g,试验时间4h【1】。
图1 图2

扫频振动试验后,灯带无可见性损坏,型号B的其中1m不能点亮。仔细观察,所有封装、电阻、走线和外壳均无异样。通过挤压不亮那段靠近前一段接线口的地方,灯带偶尔能点亮,无闪烁现象。
结合故障现象,初步判断是振动条件下引起这段灯带的焊接点接触不良,可能存在的触点不良包括封装的管脚焊接点、LED封装内部的封装键合点。扫描振动测试表明,管脚焊接点或封装内部键合点受扫频振动的影响较大,建议提高焊接工艺和键合工艺。
1.1.2弯曲试验
分别取型号A、B灯带样品各2组(5m/组),在220V,50Hz下正常点亮。弯曲试验用耐弯折摇摆试验机进行(图2),灯带下挂10N的砝码使之保持垂直状态。试验进行到300次以上时,型号B #1样品灯带随着摇摆出现明暗交替情况; 试验进行到500次以上时, 型号B #2样品出现同样情况。随后分析可知,弯曲部位的LED封装的焊点一端出现脱落,导致此段灯带的回路不通,如施加压力使脱落点重新接触,则此段灯带能点亮。
型号A灯带2组样品进行相同的试验,弯曲次数达到1000以上时,灯带均为无可见性损坏,能正常点亮。
不同灯带在相同试验下出现上述差异,观察其结构可以发现:5050封装的灯带比3528封装的更容易受外界应力影响,导致焊点部分脱落。
测试表明,使用过程中的多次弯曲会造成灯带的元器件焊接点开裂导致失效,建议提高焊接工艺的质量水平和焊接点的强度。
1.1.3拉伸试验
分别取型号A、B灯带样品各2组(5m/组),在220V,50Hz下正常点亮。把型号A #1样品的一段夹在拉力试验机上(图3),施加100N拉力,拉力速度25N/s,试验次数25次。试验过程中,灯带能保持正常点亮的状态,但试验后发现局部灯带的贴片电阻焊点出现可见裂缝,存在故障隐患。#2样品灯带进行相同的试验,被拉的一段在试验过程中均正常,但随后也出现偶尔不亮的现象,检查并无发现可见损坏,判断是出现了元件接触不良的情况。
图3 图4


型号B灯带进行了相同的试验,但2组样品均无异样。
测试表明,使用过程中的偶然拉伸会造成灯带的元器件焊接点的裂纹或裂缝,不可预测的偶发性非正常拉伸会导致焊点的接触不良出现,使灯带出现故障隐患。建议提高焊接工艺的质量水平和焊接点的强度。
1.2电学应力试验
1.2.1电压波动
分别取型号A、B灯带样品各2组(5m/组),在220V、50Hz下正常点亮。变频电源的电压在交流(180-260)V之间随机波动,带灯的明暗变化与电压的大小变化成正比,持续一段时间内,4组灯带均能承受这样的电压波动,未出现异常情况。
测试表明,灯带能承受一定电压范围的正常波动,使用过程中电网的电压波动不会对灯带造成明显的影响。
1.2.2瞬变脉冲
分别取型号A、B灯带样品各2组(5m/组),在220V,50Hz下正常点亮。瞬变脉冲群试验按照GB/T17626.4-2018标准试验方法,在电源端施加±1kV试验电压瞬变脉冲群,试验时间为8分钟【2】。4组灯带均能承受瞬变脉冲群试验,未出现异常情况。
测试表明,灯带的抗峰值电压脉冲干扰的能力较强,使用过程中电网的干扰电压不会对灯带造成明显的影响。
1.3热学应力试验
1.3.1高温工作
分别取型号A、B灯带样品各2组(5m/组),在220V,50Hz下正常点亮。灯带参考GB/T 2423.2-2008的严酷等级,放置在+50℃的试验箱中老化72h【3】,试验后,未发现灯带出现可见性损坏,一直保持正常点亮状态(图4)
。
光通维持率试验与高温试验同时进行。型号A、B灯带样品2组(5m/组)分别在老化0h时测量一次光通量,在+50℃下老化72h后测量一次光通量,结果如表1所示。
表1 高温老化的光通维持率测试
光通量(lm) | 0h | 72h | 光通维持率 |
型号A #1 | 919 | 943 | 102.6% |
型号A #2 | 920 | 918 | 99.8 |
型号B #1 | 1959 | 2054 | 104.8% |
型号B #2 | 1985 | 2020 | 101.8% |
通过高温老化试验,LED灯带光输出性能无显著变化。
测试表明,灯带的热学性能良好,短期加速老化情况下,光通量输出稍微增加,正常使用情况下的预期光通维持率寿命较长。
2.显微扫描分析
为了对故障灯带进行内部状况分析,本节对测试过程中出现闪烁,变暗的灯带的灯珠进行了取样,分析故障灯带的内部状况。为了比对方便,同时对使用过程中未产生问题的灯带进行了取样。由于篇幅原因,本节只给出型号A(3528LED封装)的分析结果。
截取已使用过的未产生故障的外观状况及光学性能完好的型号A的LED封装,灯带变暗的封装(实测芯片的电阻大)和闪烁的封装(实测芯片部分存在短路),使用溶剂溶解了封装的封装胶、荧光粉等,放在显微镜下进行显微成像和SEM扫描分析。
2.1正常灯带的放大分析
外观完好的3528封装溶解了封装胶后的3D成像及SEM扫描影像如图5、图6所示。
图5 图6


从正常的3528芯片的3D图可以看出,该芯片的键合点也出现了轻微的碳化和变色现象。键合点自身轻微老化、积碳,键合丝出现热化学腐蚀现象,靠近PN结的一端尤为明显。
从芯片SEM图可以进一步看出,芯片键合点处物理特性发生轻微的物理变化,积碳现象出现,键合丝有轻微腐蚀现象。
测试表明,封装的键合丝出现积碳,说明荧光粉耐高温性能不足,键合丝的键合强度或物理成分存在缺陷,导致键合点出现隐患。
2.2故障灯带的放大分析
发生断路变暗的3528灯带的灯珠溶解了封装胶后的显微成像及SEM扫描影像如图7、图8所示。
图7 图8


从断路的芯片显微图可以看出,芯片的两个键合点已经完全碳化,变色,移位; 断路芯片的PN结完全烧毁,键合丝基本都已经断开,离位;键合丝出现严重的化学腐蚀现象。
该封装的芯片位置没有位于正中心,而是偏移到封装的一侧,封装位置出现严重的偏离,说明芯片的封装存在巨大的工艺缺陷。
从芯片SEM图可以进一步看出,芯片及支架上键合点的物理特性均发生严重物理变化,积碳现象明显,键合丝有严重腐蚀现象。
测试表明,封装的键合位置出现非常严重的偏移,造成了灯带的质量缺陷;封装的整体碳化,表明荧光粉耐高温性能不足。
3.总结及建议
3.1灯带的优势和缺陷
LED灯带的抗电源波动能力较强,测试过程中电源的宽范围电压波动未影响灯带的正常工作。LED灯带的抗浪涌脉冲能力较强,测试过程中高压脉冲的骚扰未影响灯带的正常工作。LED灯带的光通维持率性能较好,高温加速试验工程中,多数灯带光通量增加,灯带的光学预期寿命较长。
同时,LED灯带电子元件的焊接工艺较差,振动、弯曲或拉伸容易造成裂缝、裂纹。灯珠封装的荧光粉耐高温性能较差,正常使用情况下,出现了高温下键合点积碳现象。封装的键合点位置偏移,灯珠键合工艺较差,键合点在芯片上出现位置偏移,出现了造成芯片短路现象。 封装的键合点失效,灯珠键合丝及键合工艺较差,出现了较多情形的键合点附件积碳现象,键合点的故障隐患多。
4.2质量改进建议
1)建议采用键合工艺良好、金线含金纯度高和耐高温荧光粉的LED封装。从源头消除最关键部件的质量隐患,保障灯带的寿命。
2)建议提高LED灯带的封装和元器件焊点处的强度,改进焊接工艺,保持焊接的一致性。使得元件焊点受到外部应力作用时,有一定的抵抗能力,保持在位并且和覆铜板接触良好。
3)建议改善产品结构,适当使用固态胶固定内部结构。提升灯带透明外壳的抗弯、抗拉强度,以保护内部元件不被损坏,增加产品的可靠性。
结语
通过各种试验和分析发现,造成灯带失效原因一方面是制造工艺,一方面是使用时的外部应力。外部应力是无可避免的,企业应重点考虑改良制造工艺,提高产品质量和可靠性,减小失效带来的成本增加。
参考文献
[1] GB/T 2423.2-2008《环境试验 第2部分:试验方法 试验Fc:振动(正弦)》,2019-06-04.
[2] GB/T 17626.4-2018《电磁兼容 试验和测量技术 电快速瞬变脉冲群看扰度试验》,2018-06-07.
[3] GB/T 2423.2-2008《电工电子产品环境试验 第2部分:试验方法 试验B:高温》,2008-12-30.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



