湛江德利车辆部件有限公司,广东湛江,524000
摘要:压铸是一种利用高速度将金属熔液填充进入形状复杂的模具型腔内,并在高压力的作用下凝固成型的一种精密铸造法,压铸有着高效、高精度、表面质量好等优点,作为汽车铝合金零部件主要生产方式,传统的生产流程是将不同零件组装成 一个整体,为减少生产工序和节约生产成本,将多个零件合成一个产品,这就增加了该产品的开发难度。局部挤压作为解决压铸件疏松的有效方法,本文给出了一种复合挤压方法,有效的降低了产品的废品率。
关键词:压铸 疏松 局部挤压 复合挤压
引言:随着生产竞争越演越激烈,为了降低生产成本提高自身竞争力,衍生了许多高精度、高合成的压铸件,这类压铸件将原为几个零件组装而成的整合成为一个零件,结构非常复杂且壁厚差异大,还带有复杂的油道,壁厚较大部位由于最后凝固,常出现疏松等不良,这种情况下,往往使用挤压机构强制补缩来弥补局部位置的疏松。某发动机链条罩盖在开发初期,由于内部质量疏松造成油道漏气率在90%以上,为解决该问题,采用了复合挤压技术,一个油缸同时实现了抽、插芯与挤压两个功能。采用这种局部加压技术,该产品的漏气率降低至0.5%以下。
1、铸件结构及缺陷分析
图1为该链条罩盖结构示意图,铸件的最大轮廓尺寸为620*350*35 mm,重量为4.4kg,铸件内部有两处错综交叉的油道,其油道间试密要求为在310kPa的压力下,保持30S两油道之间不能串气,油道处最大壁厚为38mm ,其余部位壁厚在2mm左右,壁厚极其不均匀,在开发初期油道间漏气的不良比例达到了90%以上,通过对漏气部位的剖切,可以看到漏气处内部非常疏松,如图2所示,该位置为铸件的最大壁厚处,也是最后凝固的地方,不能通过增压对该部位进行有效补缩,从而形成疏松,这是导致漏气的原因,由于该位置为一个孤岛位置,通过调整浇道均无法有效解决。



图1 链条罩盖结构 图2 铸件最大壁厚处 图3剖切图
2、改善过程说明
2.1 传统挤压方式
改善初期,通过增加挤压对壁厚部位进行补缩,首先通过计算确定合适挤压油缸以及工艺,计算如下:①挤压深度确认:挤压深度与挤压销大小决定了被强制补压铝液的补充量,可通过压铸件需要补压位置体积计算得出,假设方块体积为V,材料的体积收缩率为S,则理想的体积收缩量为V·S,就是铝液补充量,如采用挤压销的直径为d,则可以计算理想的挤压深度L为:L=![]() 。该部位无收缩的情况下体积v=987300³,按S=0.006, 由于该部位附近只有一处Φ18加工孔合适进行挤压,即d=18,通过计算选用L=10mm, ,②挤压油缸选用,假设p为铸造压力,d为挤压销直径,p’为挤压油缸压力(即系统压力),D为油缸缸径。根据帕斯卡原理有:D=d
。该部位无收缩的情况下体积v=987300³,按S=0.006, 由于该部位附近只有一处Φ18加工孔合适进行挤压,即d=18,通过计算选用L=10mm, ,②挤压油缸选用,假设p为铸造压力,d为挤压销直径,p’为挤压油缸压力(即系统压力),D为油缸缸径。根据帕斯卡原理有:D=d![]() ,加上3倍安全系数,即D=3d
,加上3倍安全系数,即D=3d![]() , 按p=80MPa,p’=14MPa,d=18,计算选用D=130mm 。按上述计算增加挤压后,改善后剖切如图3所示,剖切部位表面光滑,几乎看不到有疏松孔,经过小批量验证,漏气不良率降低至0.5%以下。但产生了一个问题,该孔图纸要求加工深度为41.9mm,而挤压深度为10mm,相当于31.9mm为盲孔加工,大大增加了加工工时。
, 按p=80MPa,p’=14MPa,d=18,计算选用D=130mm 。按上述计算增加挤压后,改善后剖切如图3所示,剖切部位表面光滑,几乎看不到有疏松孔,经过小批量验证,漏气不良率降低至0.5%以下。但产生了一个问题,该孔图纸要求加工深度为41.9mm,而挤压深度为10mm,相当于31.9mm为盲孔加工,大大增加了加工工时。
2.2 复合挤压方式
 为进一步解决增加挤压后加工余量大问题,最初考虑的是使用两个油缸重拼在一起,一个负责抽、插芯,一个负责挤压,考虑到稳定性,否决了该方案,最后采用了复合挤压技术,该技术为一个油缸内有两个活塞,每个活塞通过单独回路进行控制,其动作流程为:合模-插芯-压射-挤压入-挤压出-开模-抽芯,一个油缸实现了抽、插芯以及挤压,先实现插芯31.9mm,再挤压10mm,这样就可以实现挤压后保证较少的加工余量。
为进一步解决增加挤压后加工余量大问题,最初考虑的是使用两个油缸重拼在一起,一个负责抽、插芯,一个负责挤压,考虑到稳定性,否决了该方案,最后采用了复合挤压技术,该技术为一个油缸内有两个活塞,每个活塞通过单独回路进行控制,其动作流程为:合模-插芯-压射-挤压入-挤压出-开模-抽芯,一个油缸实现了抽、插芯以及挤压,先实现插芯31.9mm,再挤压10mm,这样就可以实现挤压后保证较少的加工余量。

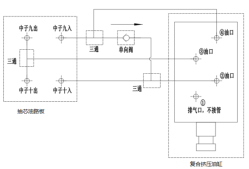
图4 复合挤压示意图 图5挤压原理
2.3 复合挤压技术原理说明
复合挤压油缸的动作原理如图5所示,其中中子十为插芯、中子九为挤压油路,所有油路采用三通串联方式,插芯时中子十入供油至油口2,带动活塞活动至设定位置,为防止油口4同时进油造成插芯、挤压动作一起完成,因此两油路增加一处单向阀,挤压时中子九供油至油口4进油,实现挤压,挤压完成后,中子九出供油至油口3,将型芯带出,挤压动作完成,中子十出供油至油口3,抽芯动作完成。
2.4漏气效果验证
以上改善完成后,连续生产加工8980件,进行漏气检测,结果发现只有33件漏气量超标,不良率降低到了0.5%以下,复合挤压既解决了内部质量、加工工时也维持原状态不变。
3 结语
(1)压铸件由于壁厚不均匀容易出现疏松等不良,这种状态下,压铸件漏气检证废品率非常高,局部挤压作为改善疏松不良的有效手段,能够有效降低废品率。
(2)在对加工深孔进行挤压时,传统挤压方式也存在一定的局限性,造成加工余量大从而影响加工节拍,通过复合挤压方式可同时实现抽、插芯以及挤压功能,在不增加加工余量的同时实现挤压功能,一样可以有效解决内部质量问题。
参考文献:
[1] 潘宪曾 压铸模设计手册【M】 北京 机械工业出版社 1999
[2] 吴春苗 压铸技术手册【M】 广州 广东科技出版社 2006
[3] 卢宏远 董显明 王峰 压铸技术与生产【M】 北京 机械工业出版社 2008

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



