摘要:冰箱的箱体是由箱壳和箱内衬、中梁及后背板组装密封而成
且冰箱门体关闭时在冰箱通电制冷的过程中,要保证有良好的密封效果,冷气不外漏,才能确保冰箱的制冷效果,使食材保证新鲜。冰箱箱体与门体之间留有一定尺寸的设计间隙,在冰箱与门体之间的间隙中装有软质PVC 材质的门封条保证箱体与门体装配的密封性,门封条的密封具有一定的补偿作用,同时要保证箱体发泡的平整度,箱体内衬衬口的发泡后的平整度以及箱壳的平整度与零部件的结构发泡模具,设备等有相关影响,为使装配好的零件能发泡出一个较好的箱体,现对箱体发泡平整度进行研究。
关键词:箱内衬 胆边结构
原因分析:箱发平整度主要看箱壳和内衬及中梁的装配后发泡出来的平整度,结构设计方面:箱壳的正面槽与箱内衬四边的胆边装配,要保证箱内衬装配的平整度,1.首先确保零件的平整度,箱壳材料是一种基材0.35mm或者0.4mm的彩板,钢板箱壳正面槽口成型平整,箱壳正面槽是U型槽,此U型槽开口宽度为6.5mm,U型槽口深度为20mm,槽口底部尺寸为10mm,此槽开口是由小到大的过渡,20面平面的平整度和设备成型有关。2.箱内衬胆边的设计16/15mm,胆边成型有一定的结构筋条与槽口,使装配后的胆面平整,U型箱壳开口处正面为一直径为3mm的球头面,内衬胆边在U壳球头部位有一限位自锁筋条高度约在1.5mm使之锁住内衬的胆边使胆边不移位跑出,与球头配合的凹槽尺寸与胆平面高度约在3.5mm,高出球头尺寸0.5mm,箱体发泡后实际胆面高出侧面0-0.5mm,内衬胆边的第二个凹槽的底面的尺寸与U型槽过渡的斜边抵住,通过以上两点将内衬与箱壳装配固定。
发泡模与箱体设计间隙、现场发泡模具调整以及发泡液的流动性,本文是设计方面进行研究。
结构设计研究:根据产品的功能及结构,冰箱内称分为冷藏内衬、冷冻内衬或变温内衬,内衬一般材质为HIPS或者ABS,外形框架由箱壳和箱内称及中梁、下梁装配而成,箱壳及梁与箱内称装配是通过箱内称四边的设计出来的有一定结构的胆边装配到钣金件的槽口内,U型槽深度度为20mm(即所说的与胆边配合的20面)与内衬胆边宽度16mm或者15mm的胆边装配,就胆边设计进行论述,胆边设计考虑到发泡液的流动、与槽的固定装配,以及胆装配好的平整度等因素由一些设计元素构成,如胆边的排气槽结构,胆边起支撑固定作用的凹槽,自锁筋槽;以下为箱内称胆边与箱壳和梁装配的结构研究:
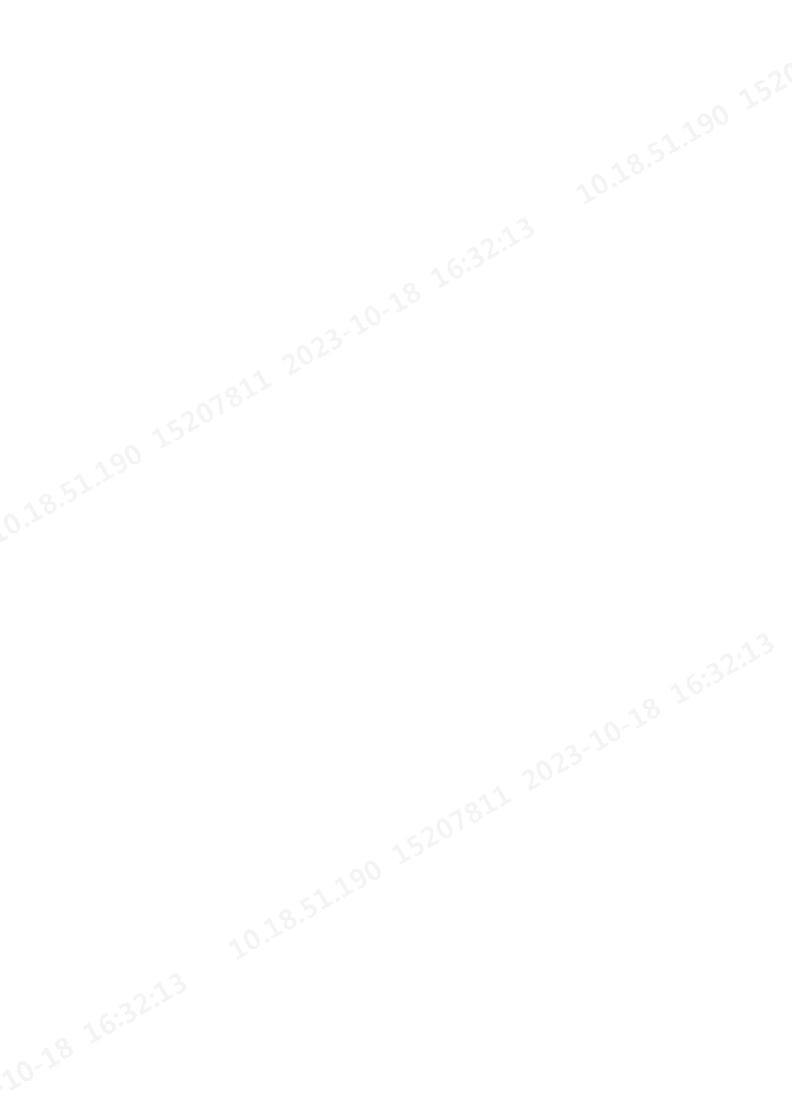
1.箱内衬边与箱壳侧板配合结构的胆边设计:
1)推荐值A=6mm,Bmin=7mm,Bmax=8mm;
2)推荐值D=5.5mm,E=5mm,C=10mm,R=2.5mm;防凝管无导热胶时推荐值G=3.3mm(有热缩管为3.3mm,无热缩管为2.7mm);
3) 为了补偿内衬侧边中间胆边薄,导致胆面低于U壳面,可要求内衬与U壳配合的铜条(侧面及顶部)中间的3个(对开门冰箱中间6个)凹槽均增加向后凸台,凸台高度0.5mm,生产可根据需要进行自行调整。
2.箱内衬边与下梁配合的胆边结构设计;

与下梁配合示意

1)推荐值A=6mm,Bmin=7mm,Bmax=8mm, C=10mm;
2) 防凝管无导热胶时推荐值G=3.3mm(有热缩管为3.3mm,无热缩管为2.7mm)。
3.箱内衬边与中梁配合的胆边结构设计;

1) 推荐值A=6mm,Bmin=7mm,Bmax=8mm,C=10mm;
2)防凝管无导热胶时,推荐值G=3.3mm(有热缩管为3.3mm,无热缩管为2.7mm);
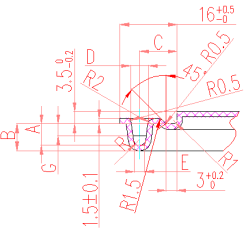
4.箱内衬排气槽结构、防凝管凸台结构:

1)排气段槽深度F可选择1~1.5mm,推荐值F=1mm;
2)排气段槽长间距L1=100mm;
3)当内衬边底部支撑凸台结构从两边往中间按L1尺寸递推,在中间对接处,两个凸台中心距>120时,需要在这两个凸台中心点位置再增加一个凸台;
4)不装防凝管的冷藏内衬,用于支撑防凝管的凸台结构可以取消,同时对于配合中梁的冷藏内衬边,排气槽宽度可适量减小,减少漏发泡液的发生。
5.箱内衬四个拐角锁紧凸台让位结构:


考虑到实际梁、侧板、U壳成型时,尾部或者端部受成型影响,导致实际成型尺寸比理论设计尺寸值偏大;故内衬边锁紧凸台设计时,作了让位设计,推荐值为60mm。
排气段槽长间距优选值L1=100mm。
6. 内衬左右上拐角与U壳装配下凹问题处理:
将内衬吸塑铜条上部左右拐角(共四处铜条)台阶高度做变截面处理。顶点处拐角台阶差为4.0mm,通过150mm长的过渡段,逐渐降至正常3.5mm台阶高。
发泡后如果内衬口部拐角平面超出侧板面大于0.5,可将铜条补偿高度降低处理。
结语:通过以上箱内衬的胆边结构设计保证装配后的平整度,且提高装配的生产效率,生产工艺取消胶带发泡;使产品美观且性能可靠。
参考文献:方伟黄胜华李昌勇
冰箱模块化研究与应用面向制造和装配的产品设计指南[M]. 钟元.机械工业出版社.2016

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



