辽宁地质工程职业学院,武汉华中数控股份有限公司 辽宁 丹东 118008
摘要:紧跟行业市场发展、职业教育自我改革的必要需求势在必行。基于数控机床升级改造来提高数控机床综合性能,本文制定数控机床智能升级改造具体施工方案和配置清单,对系统提升提出参数要求,完成改造工作原理图。从而达到推进数控维修专业教学资源建设、师资提升、校企合作人才培养及课程体系升级成果。
关键词: 数控机床 系统升级 施工方案 配置
数控机床改造包括床身、立柱、十字滑台、工作台、主轴箱,床身下面放置了7 个支撑垫铁用以固定机床。机床各铸件采用箱形结构,硬质铸铁材料。立柱固定于床身上,立柱上面加装Z轴直线导轨,主轴箱沿Z轴直线导轨上下移动。床身上面加装Y轴直线导轨,十字滑台沿Y轴直线导轨前后移动。工作台沿安装于十字滑台上的X轴直线导轨左右移动。机械手刀库、润滑系统和气动控制系统安装于立柱左侧,电气控制设备安装在床身右后方的支架上。整体机床结构紧凑,布置合理。
1具体施工方案
类 别 | 项 目 | 说 明 |
施工设计 电气部分 | 方案设计,电气设计 | 现场测绘,机床电气原理图,元器件布置图,配置清单,定制电气布局及机械连接件改造方案,完成改造总设计; |
更新数控系统 | 全套更换数控系统,包括伺服驱动与电机及连接线缆; | |
电柜重新配盘 | 重新配盘,保证安全、可靠、美观; | |
机床重新布线 | 机床重新布线; | |
机械部分 | 更换吊挂箱和配电板 | 重新装配吊挂箱和配电板,以保证用户使用时的可靠性及美观; |
机床重新调整水平 | 机床调平,方便检测机床的各项指标; | |
检测主轴使用状况 | 检测主轴噪音; | |
滚珠丝杆间隙及检测 | 补偿反向间隙 | |
刀架精度检测 | 检测刀架的定位精度和重复定位精度,修复电气故障; | |
检查冷却部分 | 检测冷却系统,修复电气故障; | |
检查润滑部分 | 检测润滑泵系统,修复电气故障; | |
装配调试、验收 | 机电联调、项目验收 | 机床重新装配后联机调试,匹配系统及驱动参数,发挥机床最佳性能; 校企共同按技术协议加工工件,检测零件的各项精度,合格后验收。 |
2改造配置说明
2.1数控车床升级改造清单
1、HNC-818A/T 8型总线世纪星数控装置1个;2、HSV-160UP-030 XZ轴伺服驱动模块2个;3、GK6064-6AC31-J20E X轴登奇绝对值电机4.5NM(光轴) 1个;4、GK6061-6AC31-J20E Z轴登奇绝对值电机6NM(光轴) 1个;5、HIO-1006 6槽底板(含全套插头)1个;6、HIO-1061以太网通讯板(含全套插头)1个;7、HIO-1041 2路主轴接口,D/A指令+编码器反馈(含全套插头)1个;8、HIO-1011N总线输入模块(16点/块)NPN型2个;9、HIO-1021N总线输出模块(16点/块)NPN型2个;10、HCB-0000-2102-005总线电缆5米2根;11、HCB-0000-2102-002总线电缆 2米2根;12、HCB-0000-2102-0005总线电缆 0.5米1根;13、HPW-145U UPS开关电源1个;14、HCB-0008-1000-005 HPW-145U--HCNC电源电缆 5米1根;15、HCB-9160-1012-007 X电机动力线缆7米1根;16、HCB-9180-0000-007 X电机码盘线缆7米1根;17、HCB-9160-1012-003 Z电机动力线缆3米1根;18、HCB-9180-0000-003 Z电机码盘线缆 3米1根;19、LGB-002-100-E 吸附式手持操作盒1个;20、正版数控车床模拟软件2节点。加工和编程场景可以在软件的HNC系统机床中实现对虚拟毛坯的定义并进行虚拟加工和仿真来完成对程序的校验,确保在实际机床操作中万无一失;模拟软件能对系统内部的PLC可以进行修改来实现内部PLC的编译实现对数控内部的参数设置;同时能支持自动、单段、手动、手摇、回零等加工方式以及键盘PLC控制等功能;支持宏程序功能;模拟软件能够实现对数控系统数控代码的功能和控制行为进行定义和仿真。
2.2数控铣床升级改造清单
1、HNC-818 B/M 8型总线世纪星数控装置1个;2、HSV-160UP-030 XYZ轴伺服驱动模块1个;3、GK6063-6AC31-J20E XY轴登奇J20绝对值电机 11NM光轴1个;4、GK6063-6AC31-J20B Z轴登奇J20绝对值电机 11NM 抱闸 光轴1个;5、HIO-1006 6槽底板(含全套插头)1个;6、HIO-1011N总线输入模块(16点/块)NPN型1个;7、HIO-1021N总线输出模块(16点/块)NPN型1个;8、HCB-0000-2102-007总线电缆4米2根;9、HCB-0000-2102-002总线电缆2米1根;10 HCB-0000-2102-000总线电缆0.5米1根;11、HPW-145U UPS开关电源1个;12、HWL-1013-03 手摇操作盒三轴手摇(吸附式1个);13、HCB-0008-1000-007 HPW-145U--HCNC电源电缆 4米1根;14、HCB-9016-1004-007-BH X轴电机动力线缆 4米1根;15、HCB-9180-0000-007 X轴电机码盘线缆 4米1根;16、HCB-9016-1004-007-BH Y轴电机动力线缆4米1根;17、HCB-9180-0000-007 Y轴电机码盘线缆4米1根;18、HCB-9016-1005-005-BH Z轴电机动力电缆Z轴制动器电缆 5米 【带抱闸】1根;19、HCB-9180-0000-005 Z轴电机码盘缆3米1根;20、HSV-180US-075 主轴驱动器模块1个;21、HCB-9018-3000-007主轴电机动力电缆(屏蔽电缆)4米1根;22、HCB-9018-2000-007主轴电机码盘电缆4米1根;23、焊线剩余全套插头1个;25、正版数控铣床模拟软件1节点。
2.3云数控INC-CLOUD
实现数控设备的状态监控、生产管理、设备维修等智能化应用。
1.采集数控机床系统的位置、算法、电流、跟随误差、图形、视频等大数据;数控云服务平台通过分布式存储管理大数据[1];应用云服务平台数据代理服务系统,分析特征提取等智能算法,深度挖掘数控机床的能力[2]。
2.提高数控机床的管理效率、加工效率、加工质量,并保障机床的健康的工作。
3.机床加工状态监控
通过平面图或者列表展示等方式,能够实时显示机床的当前状态信息。模拟车间平面图查看车间机床状态(运行、离线、报警、空闲),并通过不同的颜色灯闪烁显示当前状态[3]。
4.机床加工状态监控-状态列表
可对机床进行关键字、机床类型、数控系统型号、车间进行搜索 ,列表显示机床型号、数控系统型号、当前状态、状态发生时间及所属车间。
3数控系统升级
采用工业现场总线系统,总线式驱动单元和总线式I/O单元,系统预留二次开发接口,可通过接口访问数控系统中所有寄存器信号及状态,也可修改系统内部寄存器状态从而改变机床加工状态,系统开通后台编辑功能、网络功能并且与云服务网络管理平台协议互通。
最大通道数≥10通道。每通道最大进给轴数≥9轴,最大主轴数≥4轴,最大联动轴数≥9轴。最大同时运动轴数≥80轴。最大进给轴数≥64轴。可选配各种类型的全数字交流伺服驱动单元及主轴电机(同步、异步、直线、力矩电机)。自带UPS电源,保护数据安全。可支持NCUC总线和EtherCAT两种总线。兼容最少两种主流数控系统指令编程。系统兼容两种以上实时现场总线的伺服驱动及I/O的单一或混合接入,各不同总线间的从站能够达到微秒级的时钟同步,可满足数控系统高速、高精的需求,为以后智能产线的扩展和教学做准备。数控系统需具备一种多类工业以太网总线集成功能。通过扩展模块外接温度传感器,数控系统可以监控机床温度敏感点温度变化,并结合机床温度敏感点的升温曲线和降温曲线,形成机床热变形的补偿结果,输入系统相关参数,进行温度补偿,提高机床精度的热稳定性。基于指令域示波器的波形显示,在 CNC 中即可调整伺服状态,找出伺服故障,具备伺服调整工具,智能化的误差补偿技术。
4改造调试
数控系统、伺服驱动器、伺服电机选型、动力线、编码器线、指令信号线长度测绘,连接方式绘制图如下
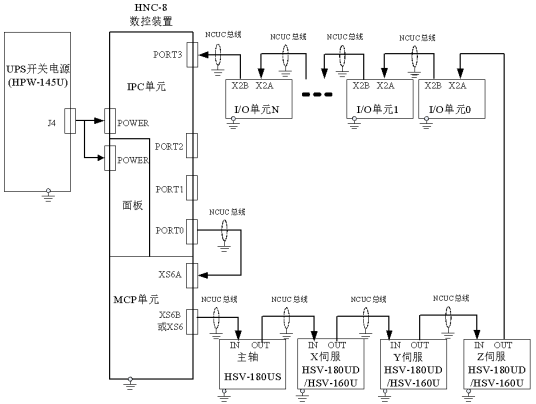 图1改造工作原理图
图1改造工作原理图
通过数控机床升级改造实现低投入,高利润目的。同时达到培养数控维修、装调、诊断等高技能人才提升效果。
[1]长春职业技术学院智能制造系统单元和实训车间数字化管理系[EB/OL]https://max.book118.com/html
/2018/1024/8017030022001130.shtm,2018-10-25 /2023-10-18.
[2]李晶,陈雪峰,周光辉等.智能制造学科交叉实验平台建设与应用[J].实验技术与管理,2019(06):98-103.
[3]韩鸿鸾,王建绪,毕美晨.设备云在制造企业中的应用[J].金属加工(冷加工),2023(08):67-70
基金项目:辽宁省教育厅科学技术研究项目:数控机床智能升级改造(2021jyt104)
作者简介:王洪艳(1977—),女,汉,辽宁丹东人, 汉族,教授,硕士,研究方向:智能制造
收件人:王洪艳
地址:辽宁省丹东市振兴区接梨树大街1号 辽宁地质工程职业学院
邮编:118000
电话:15941518989
电子邮箱:wanghy0620@126.com
QQ:793835785

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



