(中航西安飞机工业集团股份有限公司,陕西 西安 710089)
摘要:为了获得TC4钛合金H型结构双光束双侧同步焊接焊缝残余应力对焊接变形的影响,针对试验件产品,进行了焊接应力水平检测和变形测量,并与有限元变形分析结果进行了比对分析。结果表明:H型构件焊缝的残余应力实测结果和仿真结果发现,绝大多数焊缝实测结果与仿真结果的应力曲线基本保持一致的整体变化趋势。
关键词:残余应力;拉应力;压应力;变形
![]()
0序言
残余应力直接影响焊接构件的拉伸力学性能、疲劳强度、抗应力腐蚀性能、尺寸稳定性和使用寿命,构件的使用安全性与残余应力状态息息相关。而焊接变形不但是评价焊接效果的重要指标,同时还对后续工序造成重要影响,因而大型薄壁复杂结构件焊接变形的有效控制与精准测量至关重要。钛合金蒙皮-H型构件的总体尺寸较大、结构十分复杂,焊缝形貌为T形接头,构件的焊接成型难度较大,特别是残余应力与焊后变形的控制是此技术的关键难点。研究发现,对于薄壁钛合金构件,焊接变形的控制难度大,焊接方向和焊接顺序是最为关键的影响因素之一。
1 试验测试方法及设备
1.1 无损残余应力测试方法及设备
相比于其他损伤性残余应力测试方法,X射线无损残余应力检测法可以在不损伤工件的情况下,测得工件的表面应力。且X射线无损残余应力检测法测量速度快,测量精度高,结果准确可靠,但该方法对测试材料类型及尺寸有一定的要求,从而限制了它的应用。
X射线衍射法利用X射线入射到物质时的衍射现象测定出宏观残余应力。在弹性范围内,残余应力引起的应变可以通过某一晶面族的晶面间距变化来表征,此变化必然导致X射线衍射峰的位移,基于衍射峰的位移数值可通过计算获得残余应力值。
X射线残余应力测试原理如图 1所示。
![]()

图1 射线衍射残余应力测试原理示意图
在蒙皮-H型桁条结构上共选取焊缝区域附件6个位置作为测量点,这6个位置分别为:焊缝中心(1号点),焊缝中心两侧3 mm的位置(2号点、3号点)、焊缝中心两侧10 mm的位置(4号点、5号点)以及桁条宽度方向的中间位置(6号点),测试点位置如图2所示。

图2 蒙皮-H型桁条X射线衍射残余应力测试点位置示意图
1.2 焊接变形测试方法及设备
本文所采用的激光焊接变形测试方法为三维检测技术。通过手持三维扫描仪对焊件进行扫描得到其三维数据,在电脑软件中同步进行模型重建。
对手持三维扫描仪进行校正后即可以开始进行三维检测。在工作台上布置反光标记点,标记点必须以小于30毫米距离随机地粘贴于工作台表面。通过反光标记点可以在空间中完成自定位。
2残余应力测试结果分析
激光焊接是一个对工件局部加热快速冷却的过程,焊件冷却后,易产生水平较高的残余应力,残余应力直接影响焊接构件的拉伸力学性能、疲劳强度、抗应力腐蚀性能、尺寸稳定性和使用寿命等,甚至可能导致工件在使用过程中变形和开裂。本文采用X射线无损残余应力检测法,对H型构件进行残余应力测试,并对测试结果进行分析。对于一般的金属材料,X射线的穿透深度较浅,仅为10 μm左右,故X射线衍射法残余应力测试记录的仅仅是材料表面的应力。由于垂直于表面的应力水平为零,故该方法测得残余应力为二维平面应力。每个测试点测试纵向和横向两个方向的残余应力,其中纵向应力方向沿焊缝方向,横向应力方向垂直于焊缝方向。
2.1 试验件残余应力测试结果分析
本试验件T型接头采用双光束双侧激光同步焊接。图3为试验件蒙皮-H型桁条T型接头焊缝残余应力测试结果。对于蒙皮-H型桁条T型接头的纵向残余应力分布,由于焊缝在冷却过程中体积收缩,受到两侧母材的约束,因此,在焊缝中心处将产生较高的残余应力,应力曲线的峰值水平为132MPa,两边出现压应力,以保证截面应力平衡。在热影响区附近(距焊缝中心-3/+3mm处)残余应力值分别为-82Mpa和-35Mpa,母材(距焊缝中心-30mm)残余应力值为-46Mpa。对于蒙皮-H型桁条T型接头的横向残余应力分布,由于其焊接方向为从中间向两边焊,中间部分先于两边冷却,后冷却的两边在冷却收缩过程中会对中间先冷却的部分产生横向挤压作用,使中间部分受到压应力,两边则相应会承受拉应力。图中的测试位置为蒙皮-H型桁条结构的端部,因此在焊缝中心将产生较高的拉应力,峰值应力水平为244Mpa,两侧约束减小,残余应力逐渐降低。
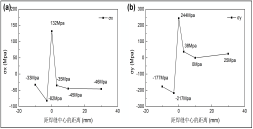
图3试验件蒙皮-H型桁条T型接头残余应力测试结果
(a)纵向残余应力测试结果;(b)横向残余应力测试结果
2.2 H型构件残余应力测试结果分析
图4为蒙皮-H型桁条T型接头残余应力测试结果。对于蒙皮-H型桁条T型接头的纵向残余应力分布,由于焊缝在冷却过程中体积收缩,受到两侧母材的约束,因此,在焊缝中心处将产生较高的残余应力水平,应力曲线的峰值水平为502M Pa。为了保持截面应力平衡,两边出现压应力,在母材区(距焊缝中心-10/+10 mm处)的残余应力值分别为-108 Mpa和-110 Mpa。对于蒙皮-H型桁条T型接头的横向残余应力分布,由于其焊接方向为从中间向两边焊,中间部分先于两边冷却,后冷却的两边在冷却收缩过程中会对中间先冷却的部分产生横向挤压作用,使中间部分受到压应力,两边则相应会承受拉应力。图中的测试位置为蒙皮-H型桁条结构的中部,因此焊缝中心以及热影响区(距焊缝中心-3 mm/+3 mm)处都呈现残余压应力,应力值分别为-79 Mpa、-48 Mpa 和-115 Mpa。
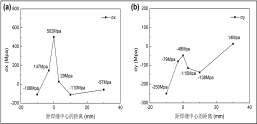
图4 蒙皮-H型桁条T型接头残余应力测试结果
(a)纵向残余应力测试结果;(b)横向残余应力测试结果
3残余应力测试结果与仿真结果对比分析
提取H型构件的应力应变场仿真结果中的焊后残余应力,并将仿真结果与相应的无损残余应力测试结果进行对比,对焊后残余应力的分布和形成机理进行分析。为保证仿真结果与实测结果对比的合理性和准确性,所选应力提取的节点位置与实际无损残余应力测试点位置相同,分别提取了每个节点的纵向应力和横向应力,并制作垂直于焊缝方向上的应力变化曲线,将仿真结果的应力变化曲线与实测结果进行对比分析。
图5为H型桁条焊缝残余应力测试结果与仿真结果的对比。对比纵向应力的仿真结果和实测结果变化曲线,两种结果的应力峰值均出现在焊缝中心位置,其中仿真结果的峰值应力水平为458 MPa,约为实测结果的91.2%。由图可见,随着远离焊缝中心,应力呈降低趋势,焊缝两侧的热影响区附近测试点均表现为较低水平的拉应力。远离焊缝中心的测试点表现为压应力,桁条中点处的横向压应力水平为-52 MPa,约为实测结果的91.2%。由图(c)和图(d)可见,仿真结果与实测结果的应力曲线具有基本一致的变化趋势,除桁条中点外,其余各点的横向应力均表现为压应力,峰值压应力出现在焊缝最左侧测试点,仿真结果的峰值应力水平较实测结果低53 MPa。
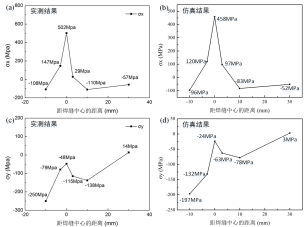
图5 H型桁条焊缝残余应力测试结果与仿真结果的对比
(a) 纵向应力实测结果;(b) 纵向应力仿真结果;(c) 横向应力实测结果;(d)横向应力仿真结果
4总结
采用X射线无损检测法和三维扫描检测技术,分别对H型构件进行残余应力测试和变形测试,获得了其纵向残余应力和横向残余应力分布结果以及变形结果,并分别与仿真结果进行了对比,得出结论如下:
(1)残余应力测试结果显示,对于同一类型的焊接接头,H型构件所有测试点中,最高纵向拉应力出现在试验件对接焊缝中心点,达到了852MPa,所有应力测试结果均小于TC4钛合金抗拉强度;
(2) 对比分析H型构件焊缝的残余应力实测结果和仿真结果发现,绝大多数焊缝实测结果与仿真结果的应力曲线基本保持一致的整体变化趋势。焊缝的峰值应力通常出现在焊缝中心测试点,仿真结果与实测结果的峰值应力匹配度在80%左右;
(3) 将H型构件的三维扫描变形测试结果与仿真结果进行对比,得出测试结果与仿真结果变形趋势基本相同,仿真结果与实验结果误差处于5%-7.3%之间。
参考文献:
[1] 闫德俊,刘雪松,周广涛,等. 大型底板结构焊接顺序控制变形数值分析[J]. 焊接学报,2009,30(6):55-58.
[2] 谷京晨,童莉葛,黎 磊,等. 焊接数值模拟中热源的选用原则[J]. 材料导报,2014,28(1):143-146.
![]()

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



