深圳妈湾电力有限公司 广东 深圳 518000
摘要:随着国家供给侧结构性改革和煤炭行业去产能政策等实施,国内燃煤价格急速上升,增加了发电厂的运营压力。电厂为降低燃料成本,掺烧具有高挥发分、高水分、低发热量、低灰分、低成本等特点的印尼煤成为主要手段,给电厂带来经济效益的同时相应也增加制粉系统爆燃事故风险,对机组运行的安全性和稳定性造成严重影响。基于此,本文以妈湾电厂为例,通过磨煤机着火前后参数变化,分析6E磨煤机掺烧印尼煤着火的原因,并针对着火原因,结合相关运行管理经验,对着火事故进行处理,以期为同类事故提供经验参考。
关键词:妈湾电厂;磨煤机;着火原因;掺烧;处理
磨煤机作为大型火电机组的重要辅机设备之一,其运行的稳定性直接影响着机组的安全稳定运行。而正压直吹式制粉系统爆燃不仅会损坏磨煤机及其附件,还会影响机组的安全稳定运行。因此,在日常运行维护工作中,相关运行人员不仅要基于掺烧印尼煤的情况及磨煤机着火规律,在磨煤机着火初期采取提前干预措施,同时还应及时采取合理的处理措施,以降低着火事故对制粉系统以及整个燃烧系统的影响。本文以妈湾电厂2020年12月某次6E磨煤机掺烧印尼煤着火事故为背景,对磨煤机掺烧印尼煤着火分析及处理进行如下分析。
1 设备概况
妈湾电厂现投运6台330MW国产燃煤机组,锅炉采用哈尔滨锅炉厂的HG-1025/18.2-YM6型、亚临界压力、一次中间再热、控制循环汽包炉,采用平衡通风、正压直吹、四角切圆喷燃燃烧,设计煤种为晋北烟煤(校核煤种:澳大利亚煤、安太堡煤),燃烧器采用摆动式直流燃烧器四角直吹切圆喷然方式,燃烧器顶部设有两层紧凑燃尽风、底部设有一层AA底部辅助风,低氮燃烧改造后燃烧器顶部上面还布置了四层高位燃尽风。每台炉配六台正压直吹式制粉系统,采用HP803中速碗式磨煤机,五用一备,其内部结构如图1所示。为降低燃料成本掺烧印尼煤,其掺烧基本分析数据如表1所示。
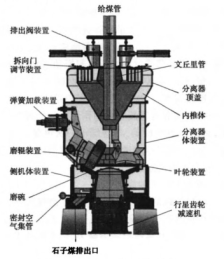
图1 HP803中速碗式磨煤机内部结构
表1 掺烧印尼煤的基本分析数据
煤种 | 热值 (kj/kg) | 硫分 (%) | 挥发分分 (%) | 灰分 (%) | 全水份 (%) |
MA印尼煤 | 5062 | 0.11 | 48.35 | 3.03 | 21.38 |
CRI印尼煤 | 5406 | 0.39 | 52.44 | 12.53 | 13.39 |
BA印尼煤 | 6074 | 0.36 | 43.82 | 6.04 | 13.49 |
2着火过程
2020年12月1日,给煤机减速箱检修后启动制粉系统,吹扫5 min后启动磨煤机,给煤量19 t/h,热风调门开度100%,冷风调门开度45%,磨煤机电流27.36A。6E磨煤机着火爆燃前参数变化情况如表2所示。
表2 6E磨煤机着火爆燃前参数变化
时间点 | 出口温度/℃ | 入口风量/(km3/h) | 出口压力/kPa | 上下碗差压/kPa | 热一次风压力/kPa |
23:38:16 | 67.3 | 35 | 2.67 | 1.56 | 6.47 |
23:39:20 | 67.3 | 30 | 3.3 | 1.21 | 6.47 |
23:39:41 | 67.5 | 30 | 2.99 | 1.2 | 6.67 |
23:40:15 | 73.4 | 25 | 3.96 | 0.83 | 6.97 |
23点39分,#6机组负荷160MW,B、C、D、E四台制粉系统运行,6A、6F磨煤机正常备用,6E磨煤机负荷16t/h,煤粉为第四船印尼煤与第六船印尼煤按7:3混合的混煤。以下为6E磨煤机爆燃过程:
23:39:20 6E磨煤机出口温度67.3℃,出口压力从2.67kPa上涨至最高3.3kPa,磨碗差压从1.56kPa下降至1.21kPa,入口风量从35km3/h下降至30km3/h,此时出口温度和热一次风压尚未发生变化;
23:39:41 6E磨煤机出口温度67.5℃,出口压力2.99kPa,磨碗差压1.2kPa,风量30km3/h,6E磨热风调门从62%自动往下关至45%;
23:39:55 发现6E磨煤机出口温度上升至68℃,热风调门自动关小,立即手动将冷风调门从22%开至35%。
3着火原因分析
通过分析表2中参数变化可知,23:38:15为磨煤机着火前正常运行工况时间点,23:39:20为6E磨出口温度未发生变化,而表格中参数已逐渐开始波动时,23:40:15为出口温度开始出现上涨趋势,同时热风调门开始自动关小(100%关至93%)时,此时磨煤机的出口温度、入口风量、出口压力、上下碗压差等参数发生明显变化。并于12月2日检修开票对6E磨煤机本体、各出粉管进行内部检查,发现6E磨煤机掺烧纯印尼煤在磨出力较低的工况下,在着火爆燃前主要发现以下几点:
1)磨煤机本体(机体外壳)温度上升;
2)磨煤机入口风量出现了快速的下降,该变化趋势比较明显;
3)磨煤机出口压力上升、磨上下碗差压快速下降等迹象。
同时,从爆燃时磨煤机出口差压的变化可以看出,差压出现明显变化,且入口一次风压力的变化先于磨煤机上下碗差压。
根据《电站磨煤机及制粉系统选型导则》(DL/T 466—2017)中对
磨煤机出口温度规定,直吹式制粉系统分离器后温度应控制在60~70 ℃。因此,判断引起本次磨煤机爆燃的主要原因是磨煤机分离器出口温度过高。
4处理过程
从上述表2各项参数变化来看,23:40:15磨煤机各项参数逐渐发生变化,入口风量减少、热风调门渐关、出口温度略升(67℃升至70℃)、出口压力上升、碗差压下降等,由此可以准确判断出,6E磨煤机有着火爆燃迹象,应立即进行如下处理:
23:40:15 6E磨煤机出口温度继续上升至73.4℃,手动关热风调门至22%,快速开大冷风调门至75%,此时6E磨煤机通风量从30km3/h下降至25km3/h,6E磨煤机出口压力上升至3.9kPa,磨煤机碗差压下降至0.83kPa;
23:40:31 通过分析6E磨煤机出口温度上升、通风量从下降、出口压力上升、碗差压下降等,判断6E磨煤机着火,参数变化趋势如图2所示,立即全关6E磨煤机热风调门,快速减煤,因机组负荷较低快速投气枪稳燃,启备用磨煤机转移6E给煤机负荷;
23:40:40 停6E给煤机,开大冷风对6E磨煤机进行吹扫,6E磨煤机出口温度从84℃开始快速上升,并伴随着出口压力大幅上升并波动,最高上升至4.75kPa;
23:42:48 6E磨煤机出口温度最高上升至354℃后开始下降;
23:50:23 6E磨煤机出口温度下降至121℃,停6E磨煤机并联系磨捡就地检查无异常。
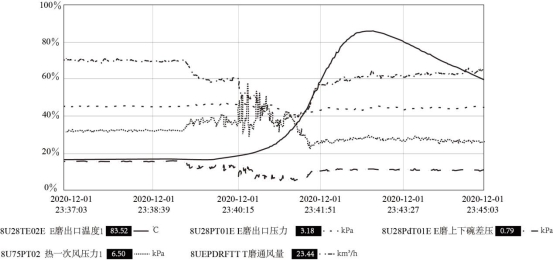
图2 6E磨着火爆燃过程中各参数曲线变化趋势
从对爆燃后的6E磨煤机检修看,发现此次爆燃破坏力较小,在没有投入磨煤机消防蒸汽系统的前提下,没有对设备造成损坏。在全厂各台炉普遍单烧印尼煤,时刻面临着火爆燃的情况下,该处理过程为运行各班组处理同类事故积累了宝贵经验。
5防火控制措施
5.1低出力时段减少掺烧印尼煤
多次发生的磨着火爆燃,都发生在磨低出力时段(15t/h—19t/h)。为尽量减少掺烧印尼煤的磨在低出力时段运行,进而降低磨爆燃的几率,可以在各台炉的B煤(下层制粉系统)改上内贸煤(不掺印尼煤)。主要目的是:在机组中、低负荷时段,降低B磨煤机出力(8t/h—11t/h)),提高其它磨煤机出力(掺烧印尼煤磨),从而可以大大降低掺烧印尼煤时其它各台磨煤机的着火几率。
5.2加强制粉系统参数和磨煤机温度监测
着火爆燃前,会出现磨煤机本体(机体外壳)温度上升、磨煤机入口风量下降、磨煤机出口压力上升等迹象。由此可见,制粉系统的参数监控和磨煤机就地温升监测显得格外重要。在加强DCS上各参数监视的同时,可以就地用点温仪测量制粉系统的给煤机入口煤仓、磨煤机机体、磨煤机出口粉管几个重要部位的温度,来加强对制粉系统就地的监视。
5.3调整合适的冷风门开度
印尼煤相对较干,其挥发份也高,防范着火爆燃的意识要提高。印尼煤掺烧、单烧以来,电厂执行的基本都是磨的冷风门开度20%左右。当煤的成分和特性出现了变化时,调整也要跟随变动,如果出现热风调门开度收缩至50 %以下,则冷风门的开度要适当提高到30%,甚至到40%,其目的就是要确保风煤比满足,维持足够的一次风速。
5.4加强各项参数监视
在磨煤机运行过程中,还应重点监视磨煤机的出口温度、入口风量、磨出口压力以及磨上下碗差压等参数及其变化趋势,结合磨煤机着火规律,一旦参数发生如上变化,可视为磨煤机着火的前兆或者磨煤机已经着火,需要立刻进行干预。在磨煤机着火初期就提前干预,虽然不能避免着火行为的发生,但是可以将磨煤机着火对制粉系统设备的影响以及对整个燃烧系统的影响控制在最低范围内。
6 结语
综上所述,为防止磨煤机爆燃,在机组运行过程中,相关运行人员不仅需要了解煤种参数变化,保证输煤设备的可靠性,同时还必须提升自身事故处理能力。为此,本文以妈湾电厂某次6E磨煤机掺烧印尼煤着火事故为依托,通过着火事故过程,分析事故发生的原因,并根据以往多起相关事故处理经验,对本次事故进行处理,防止损害设备,保证机组设备的安全稳定运行。
参考文献
[1] 马晓君,邢景伟.磨煤机危险工况分析及预防措施[J]. 河南科技,2018(11):26-28.
[2] 蒋理想. HP型磨煤机着火事故原因分析[J].装备机械,2018(01):59-62.
[3] 梁远. 某磨煤机爆燃原因分析及控制措施[J].机电信息,2020(26):69-70.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



